¶ Общее техническое обслуживание принтера
¶ Замена модуля печати
Замена модуля печати на принтере требуется для смены режима печати (3D/5D режим).
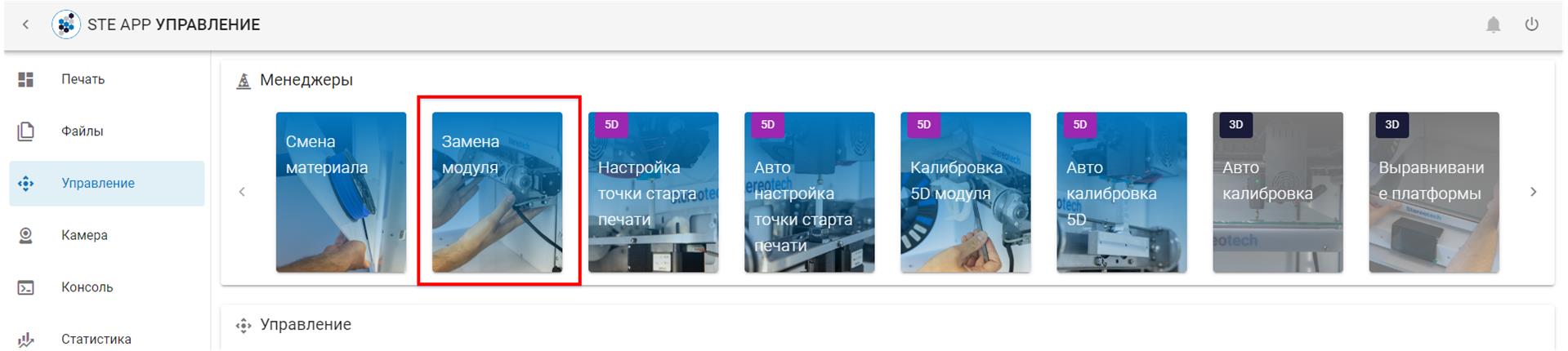
Если требуется перейти от 5D печати к печати на плоском столе или наоборот - воспользуйтесь менеджером “Замена модуля” в окне Управления принтером:
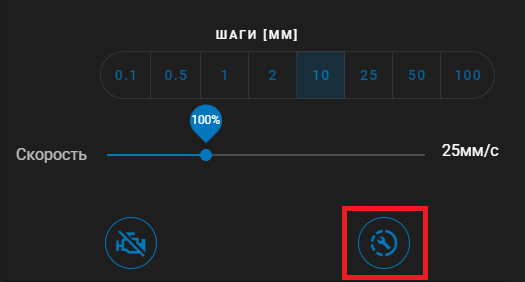
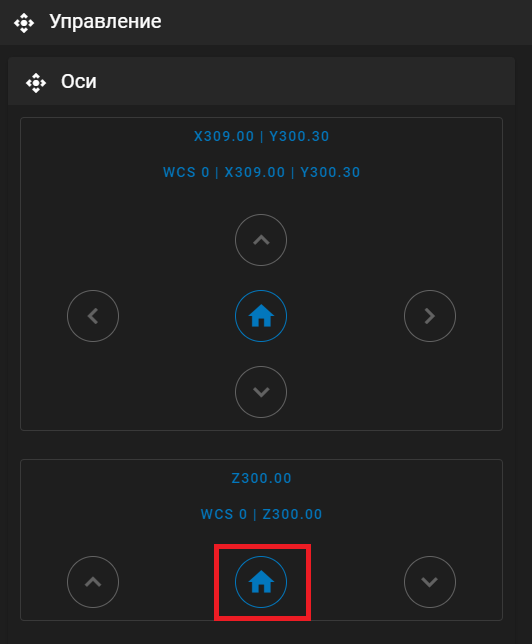
Либо переместите модуль в сервисную позицию соответствующей кнопкой на экране управления осями:
Выключите принтер:
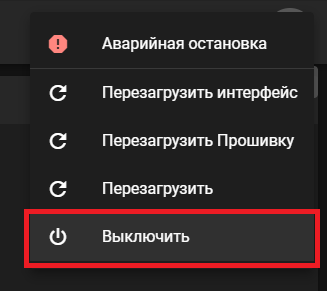
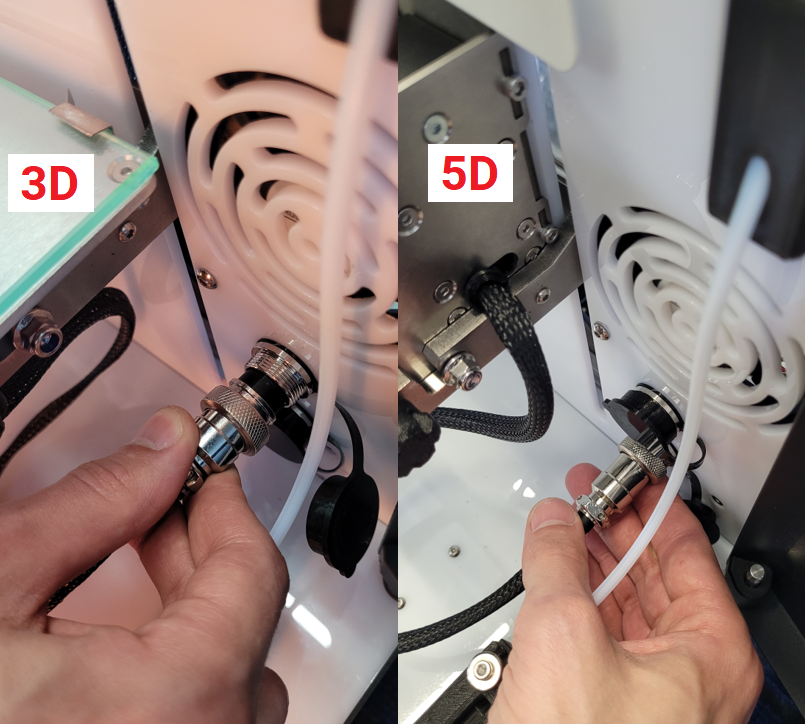
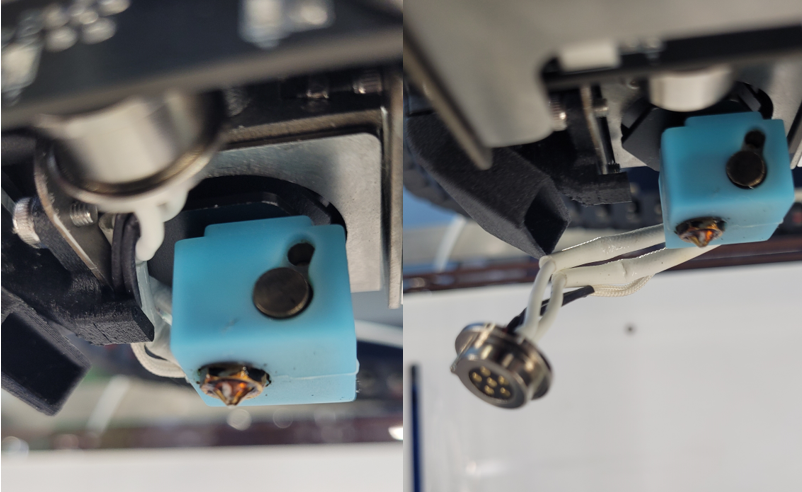
Дождитесь, пока подсветка и экран принтера погаснут. Затем отсоедините кабель модуля из разъема:

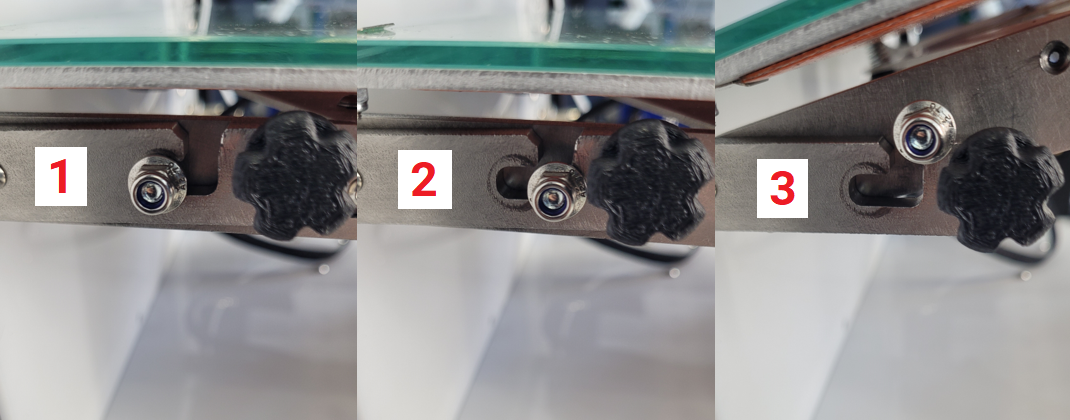
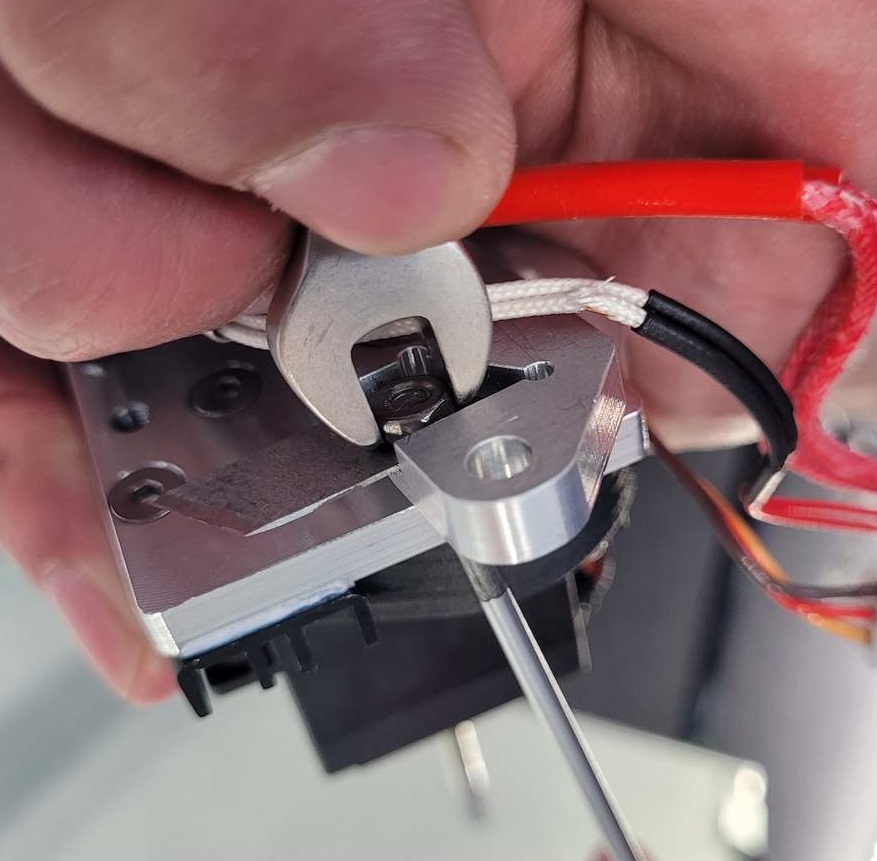
С помощью комплектного ключа ослабьте фиксирующие гайки слева и справа (каждую следует отвернуть примерно на пол-оборота):

Ослабьте барашек конусного винта (каждый следует выкрутить на 1-2 оборота):
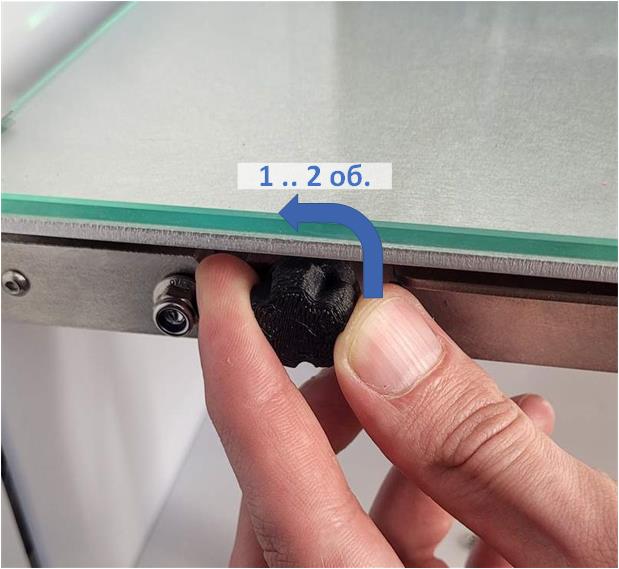
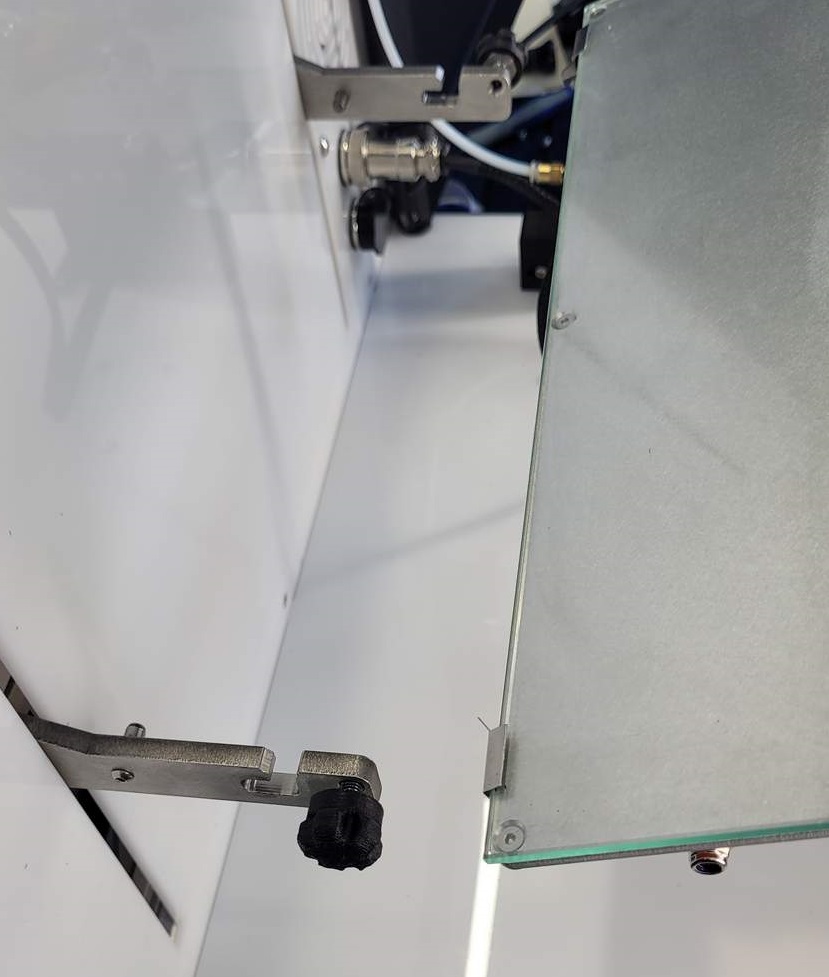
Сдвиньте модуль вперёд и вверх по пазам, как показано на фото ниже. Если на одном из держателей модуль не двигается - проверните барашек ещё на пол-оборота:
Установите нужный модуль принтера в пазы:

Наживите с помощью барашков конусные винты слева и справа (примерно на 1 оборот) таким образом, чтобы модуль нельзя было сдвинуть вперёд-назад. Затяните до упора фиксирующие гайки с помощью ключа, затем слегка подтяните конусные винты.
Подключите кабель модуля в соответствующий разъем:
После установки модуля включите принтер. Перейдите во вкладку “Управление”. В разделе “Оси” найдите ось Z и нажмите кнопку с изображением дома для того, чтобы запарковать модуль по оси Z.
¶ Техническое обслуживание основного экструдера
¶ Замена принтблока
Замена принтблока проводится на выключенном принтере!
Замена принтблока может потребоваться при износе его комплектующих (чаще всего сопла) или для переналадки экструдера (для смены материала, для установки сопла с большим/меньшим диаметром). В комплекте с 5D принтером Stereotech Hybrid 530 V5.2.4 идут 4 принтблока, которые описаны в разделе Материалы для печати/Комплектные принтблоки.
Чтобы заменить принтблок, выгрузите рабочий материал с помощью менеджера смены материала в системе STE App.
Принтблок и рабочая поверхность могут быть горячими после завершения работы в течение 10 минут! Дождитесь полного остывания рабочих элементов 5D принтера Stereotech Fiber 530 V5.2.4, прежде чем манипулировать нагретыми частями (принтблок, платформа).
Контролировать их температуру можно по показаниям на экране принтера.
Выключите принтер:
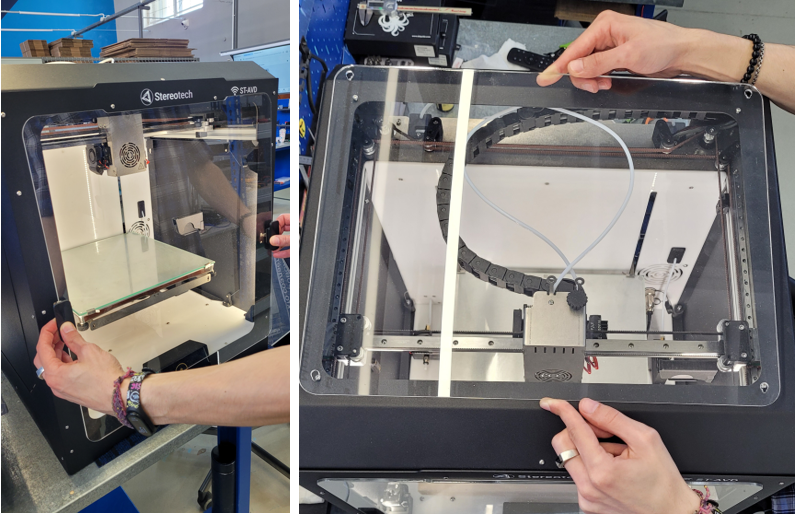
Снимите смотровое окно (спереди) и сервисное окно (сверху):
Дождитесь, пока подсветка и экран принтера погаснут. Затем отключите разъём принтблока и извлеките провода жгута из пластикового держателя, согласно фото ниже:
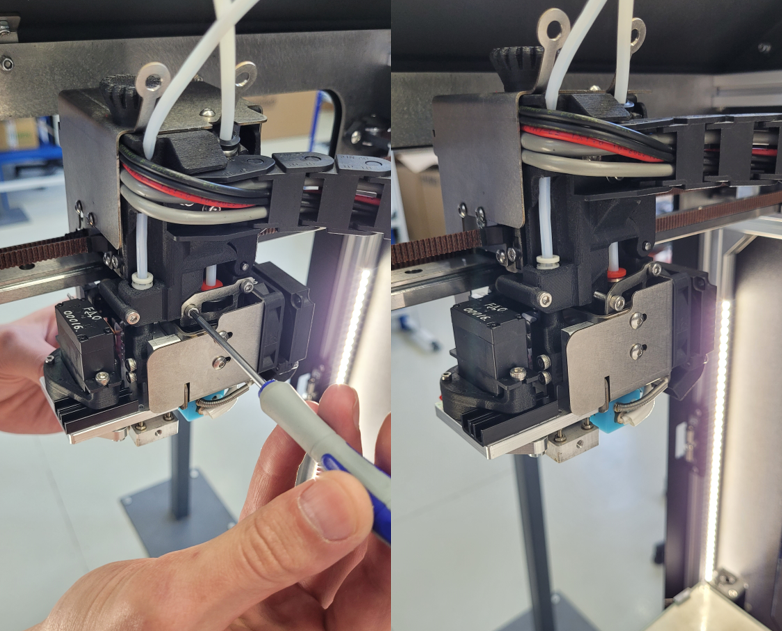
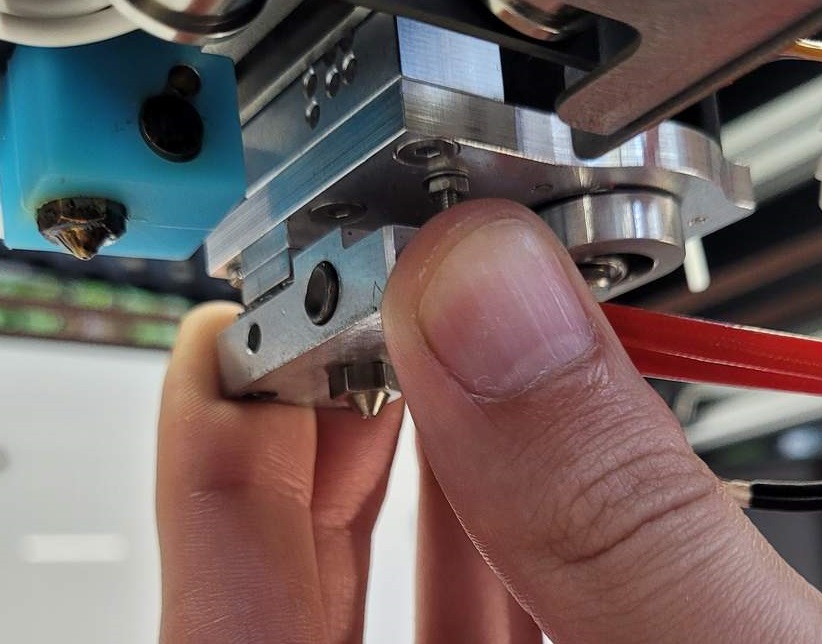
На задней стороне печатающей головки находятся три винта, удерживающие основной (левый) и вспомогательный (правый) экструдеры. Комплектным ключом ослабьте два винта, удерживающие экструдер, в котором нужно заменить принтблок:
Извлеките принтблок вместе с радиатором. При необходимости покрутите принтблок влево-вправо, чтобы легче вытянуть его из посадочного места:
Принтблок устанавливается в радиатор до упора и поджимается одним или двумя установочными винтами по боковой поверхности. Чтобы извлечь принтблок из радиатора, их нужно ослабить комплектным ключом:
При замене принтблока обратите внимание на следующее:
- фторопластовая трубка, проходящая через радиатор, должна быть вставлена в принтблок до упора;
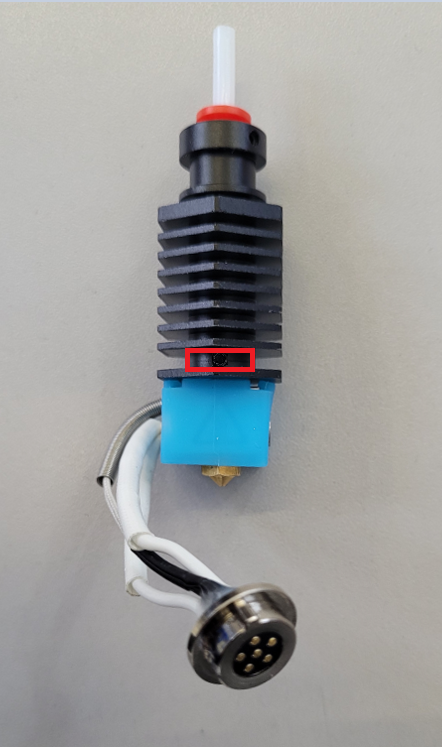
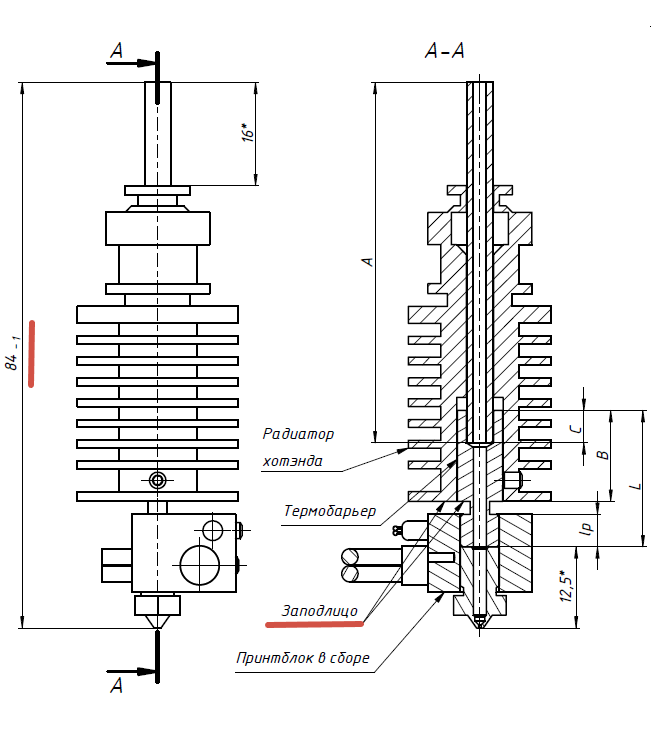
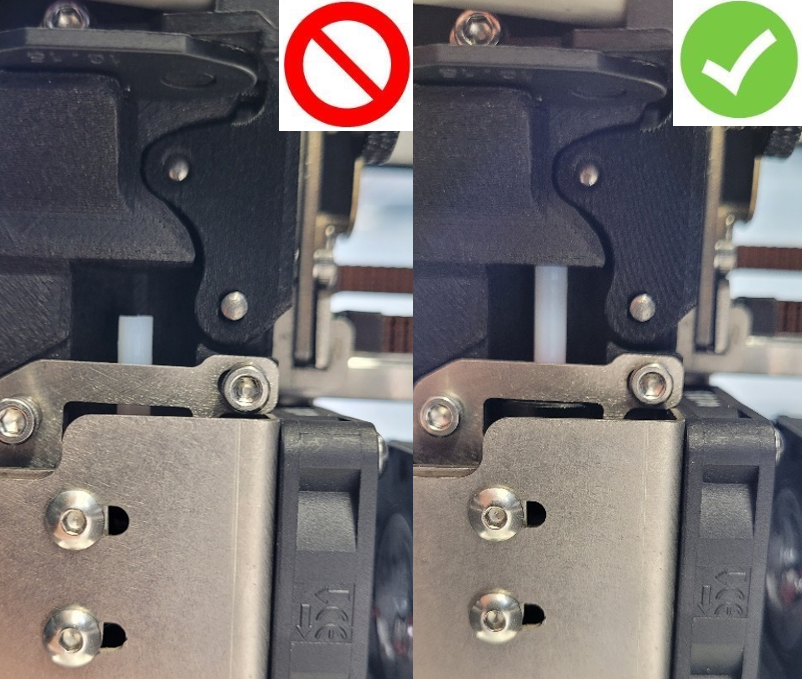
- принтблок должен быть установлен в радиатор таким образом, чтобы нижняя часть термобарьера приходилась заподлицо с нижней гранью радиатора, как на схеме ниже;
- установочный винт в радиаторе должен быть затянут так, чтобы принтблок не прокручивался в радиаторе;
- после установки принтблока и трубки в радиатор общая высота узла должна составлять 83 .. 84 мм; если трубка выступает на большее/меньшее растояние - следует подрезать её в размер или отрезать новую из входящей в комплект запасной трубки.
Особое внимание на данные правила установки принтблока следует обратить при использовании принтблоков с нестандартными термобарьерами (титановый, титан-титан-медь и т.д.), которые не входят в базовый или расширенный комплекты ЗИП к принтерам Stereotech.
После замены следует установить радиатор с новым принтблоком в печатающую головку в обратном порядке, поджать его винтами на задней части головки и подключить разъём принтблока к плате.
Обратите внимание, что принтблок после его установки в радиатор не должен шататься. Если это происходит, следует проверить крепление радиатора и при необходимости подтянуть винты.
Радиатор нужно задвинуть в корпус головки до упора. Проверьте, что фторопластовая трубка радиатора вошла в соответствующее отверстие в кронштейне печатающей головки.
После замены принтблока необходимо откалибровать рабочую поверхность с помощью функций STE App: “Автокалибровка платформы” (3D режим) или “Автонастройка точки старта печати” (5D режим).
¶ Снятие силиконового чехла
Снять силиконовый чехол может потребоваться для его замены при сильном износе либо при печати на температуре выше 310 ℃.
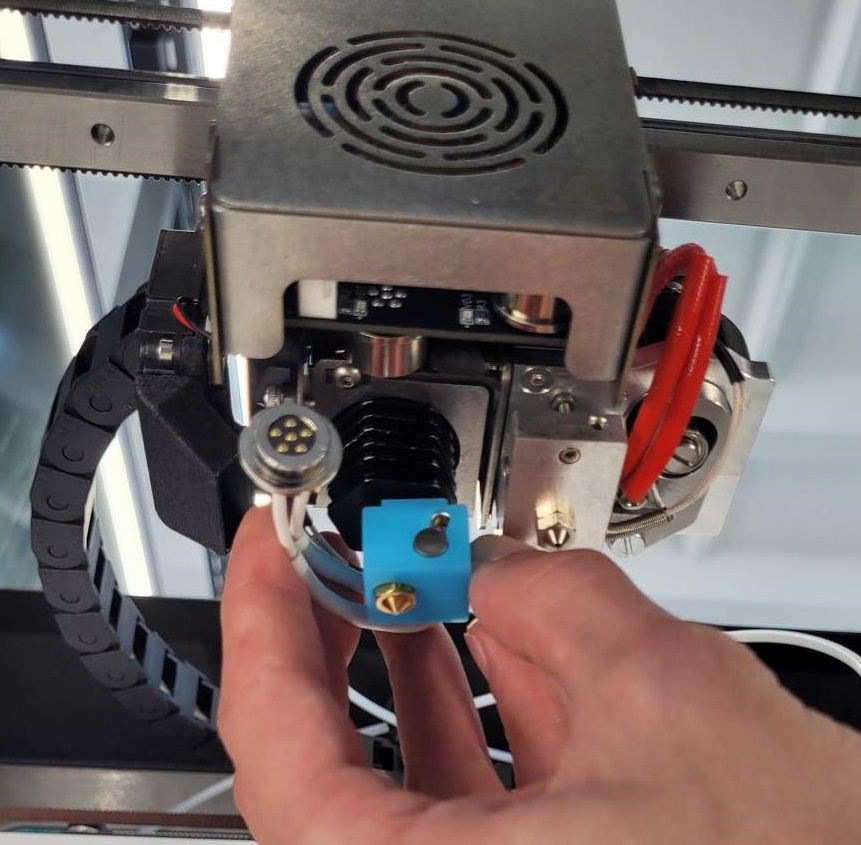
Ослабьте фиксирующие винты датчика температуры и нагревателя в принтблоке с помощью комплектного ключа:
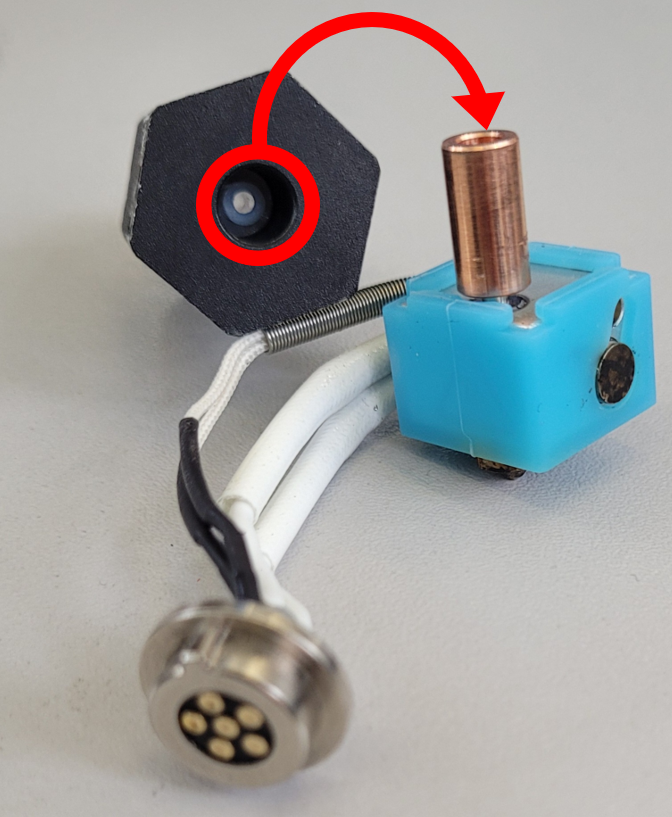
Извлеките датчик температуры и нагреватель из нагревательного блока:

Снимите силиконовый чехол:
Установите датчик температуры и нагреватель в нагревательный блок, подожмите их фиксирующими винтами.
Поджимать винт датчика температуры следует с осторожностью. Винт закручивается ровно до тех пор, пока не появится лёгкое сопротивление. При чрезмерной затяжке гильза датчика деформируется, он может выйти из строя!

¶ Регулировка прижима нити
Если пластик подаётся неравномерно, может потребоваться отрегулировать прижим нити.
Чтобы выполнить регулировку, переместите печатающую головку в центр принтера с помощью ручного управления или соответствующей кнопки в интерфейсе:
Затем включите нагрев основного экструдера. Следует выбрать целевую температуру, соответствующую температуре печати материала, для которого требуется отрегулировать прижим.
Вручную поверните регулировочный винт на левой стороне печатающей головки, около основного экструдера. Вращение по часовой стрелке (закручивание) – усиление прижима, против часовой (выкручивание) – ослабление.
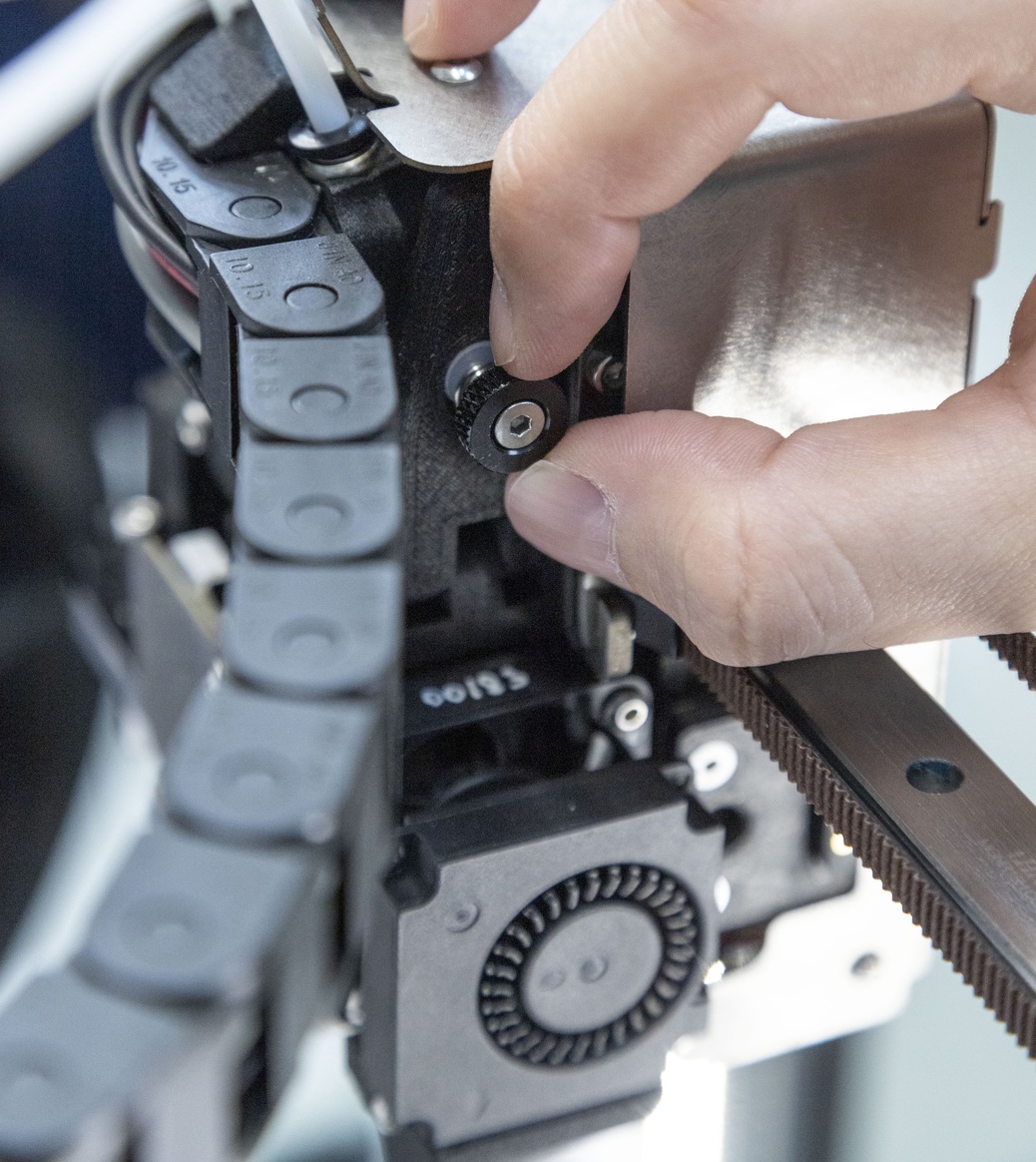
Через каждые пол-оборота винта пробуйте подавать материал через сопло. Достаточный прижим обеспечен, если материал подаётся равномерно, нить на выходе - ровная и соответствует по диаметру соплу установленного принтблока (по умолчанию устанавливается сопло с диаметром 0,4 мм).
Общие рекомендации по настройке прижима:
Для большинства "простых" пластиков (PETG, ABS и т.д.) точный подбор прижима не требуется.
Для эластичных материалов (SEBS, TPU A90 и т.д.), а также мягких и ломких филаментов (PVA, материалы на основе воска и с металлическим порошком) следует предпочитать лёгкий прижим филамента.
Для композиционных материалов (серия Fiberpart) и чистых пластиков с температурой плавления выше 260 ℃ (PA6, PC и т.д.) следует предпочитать сильный прижим.
¶ Проблемы с подачей при загрузке материала в основной экструдер
Обратите внимание, что независимо от материала сопло из закалённой стали требует увеличить температуру экструдера на 20-25 °C относительно температуры для латунных сопел.
Проблемы с подачей мягкого или наполненного филамента
- Убедитесь, что диаметр сопла не меньше минимально допустимого, температура экструзии находится в рекомендуемом диапазоне для данного материала.
- Убедитесь, что скорость загрузки материала не превышает 5 мм/с.
- Убедитесь, что материал просушен, в потоке материала нет пузырей.
- Проверьте прижим нити согласно рекомендациям подраздела "Регулировка прижима нити".
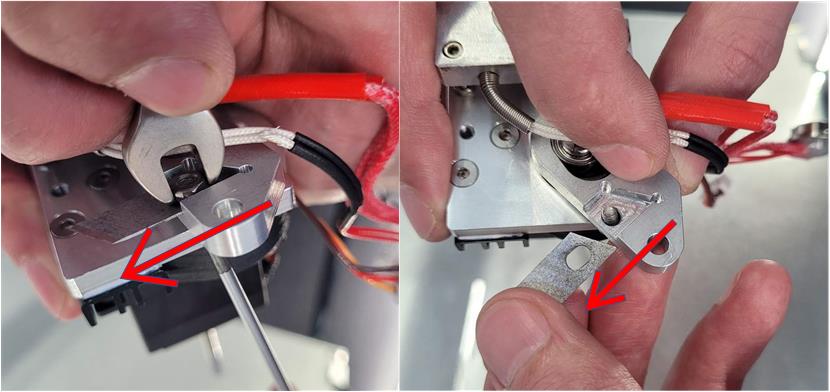
В случае, если подача нарушается спустя некоторое время, выкрутите прижимной винт и откройте лапку на левой части печатающей головки:
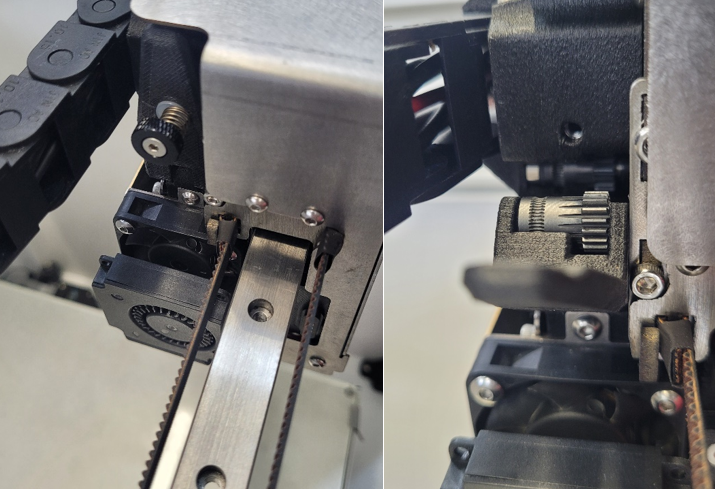
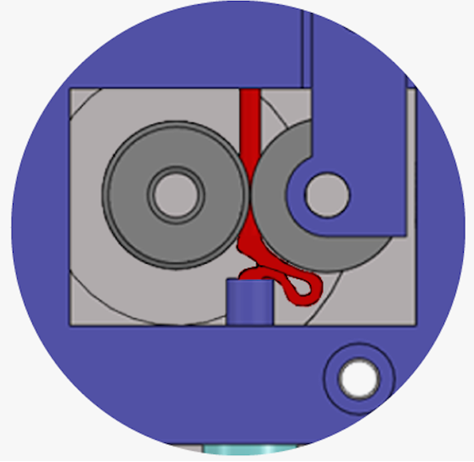
Если прижим мягкого филамента задан неверно, он может деформироваться между подающими роликами:
Если прижим твёрдого филамента задан неверно, подающие ролики будут выгрызать пруток:

В обоих случаях следует выгрузить материал, отрезать деформированную часть филамента и загрузить его заново, отрегулировав прижим с нуля.
Выгрызание филамента особенно характерно для композиционных материалов с короткими волокнами (серия Fiberpart). При настройке такого материала особое внимание следует обратить на температуру экструдера и диаметр используемого сопла.
¶ Поток материала раздувается
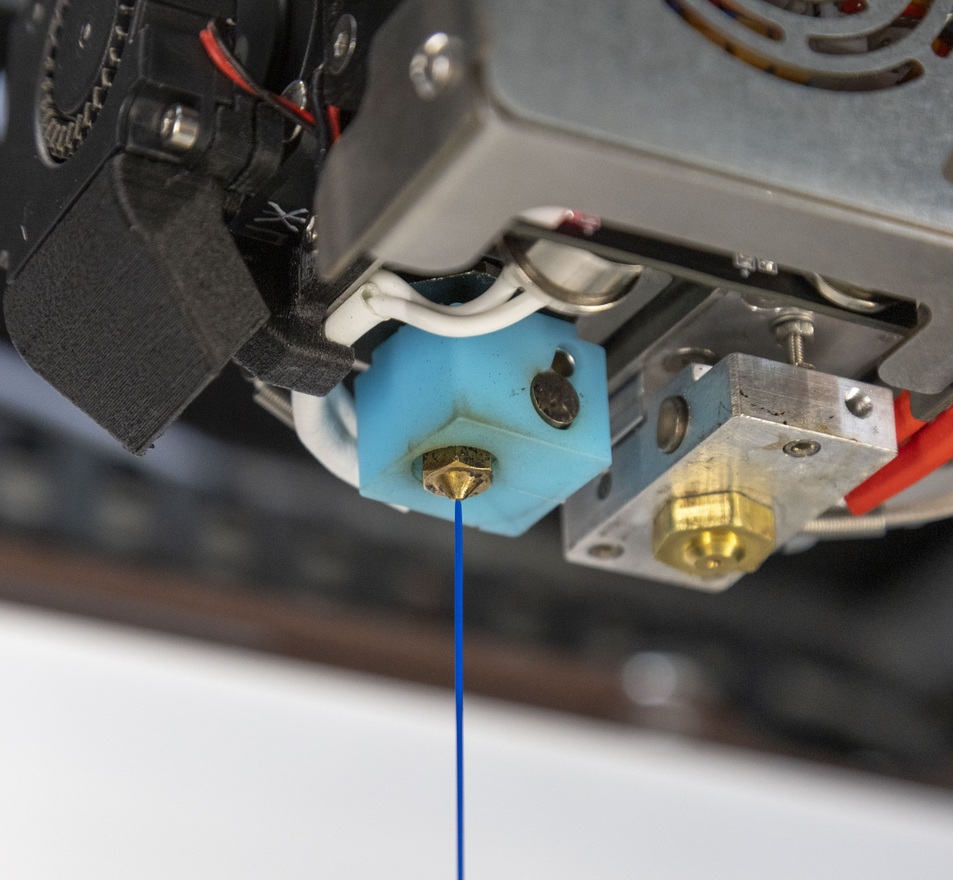
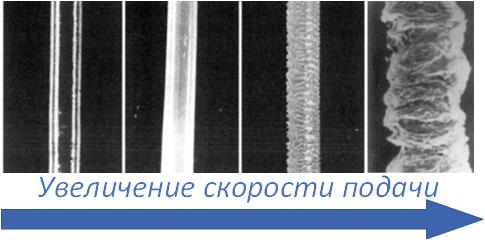
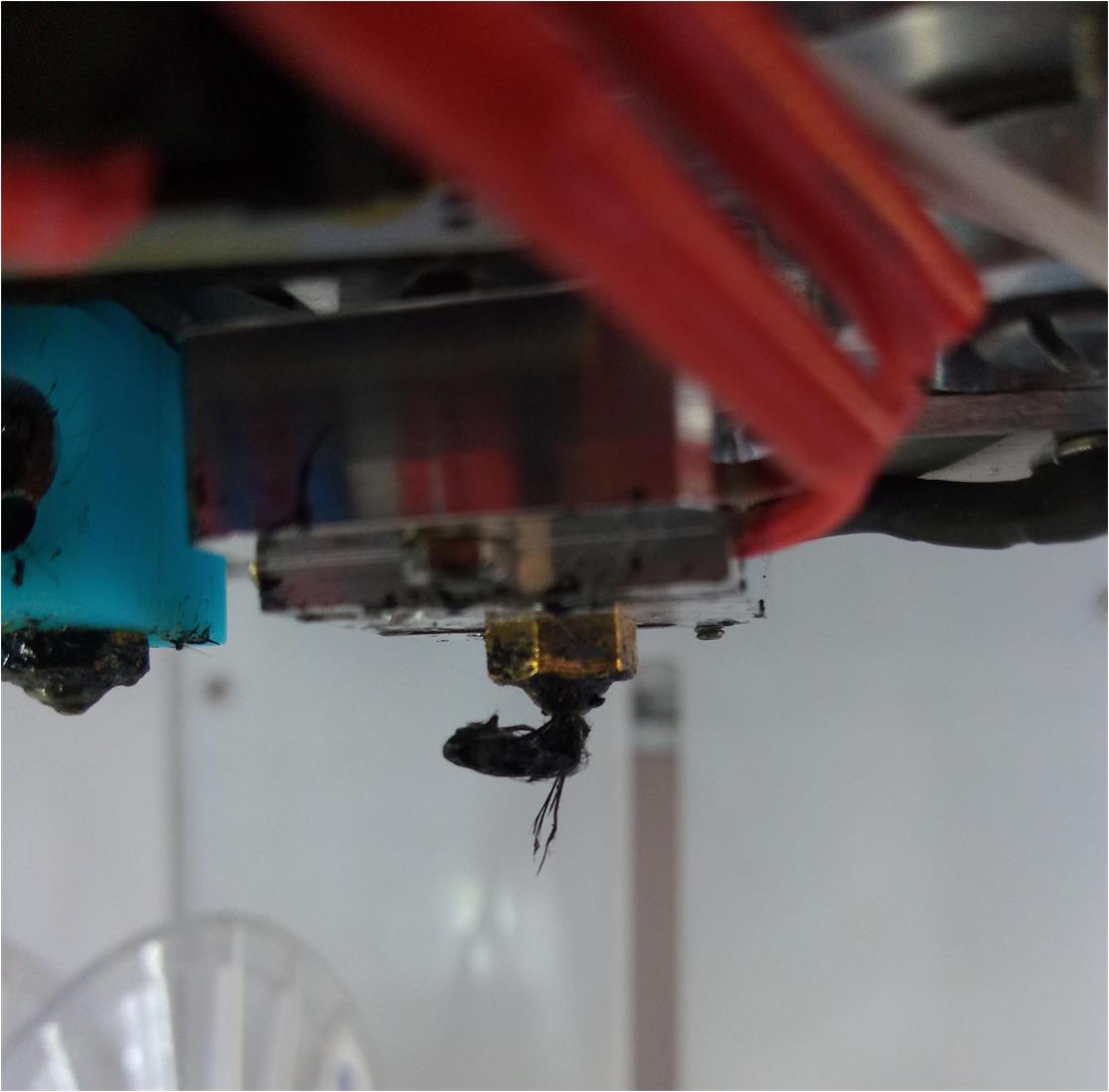
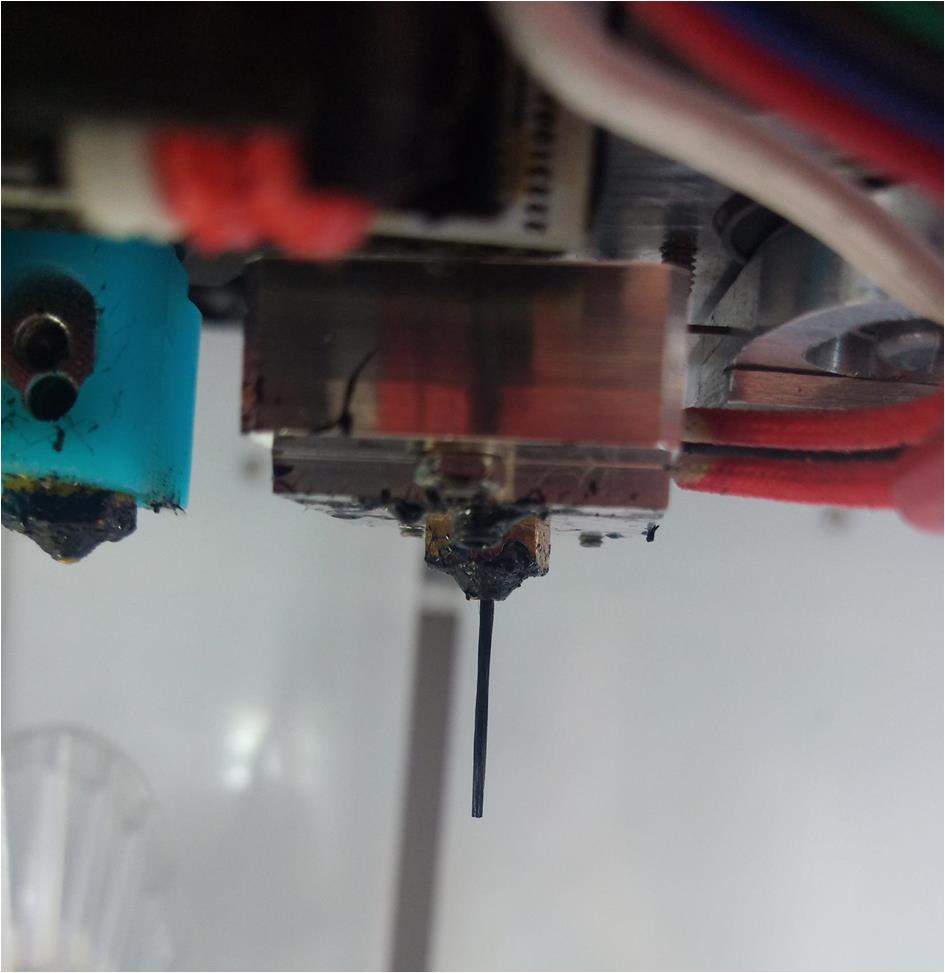
При подаче твёрдого филамента с температурой экструзии выше 260 °C (например, PA6, PA12, PC) подача может нарушаться не сразу, а после 10-20 мм подачи. При этом поток материала под соплом мутнеет и раздувается, со стороны печатающей головки слышен треск двигателя:
Такой эффект говорит о том, что величина и скорость подачи материала слишком велики для данной температуры. Для улучшения подачи следует:
- увеличить температуру (вплоть до максимально допустимой);
- уменьшить скорость подачи до 5 мм/с (если использовалась большая скорость);
- уменьшить величину однократной подачи до 10-25 мм.
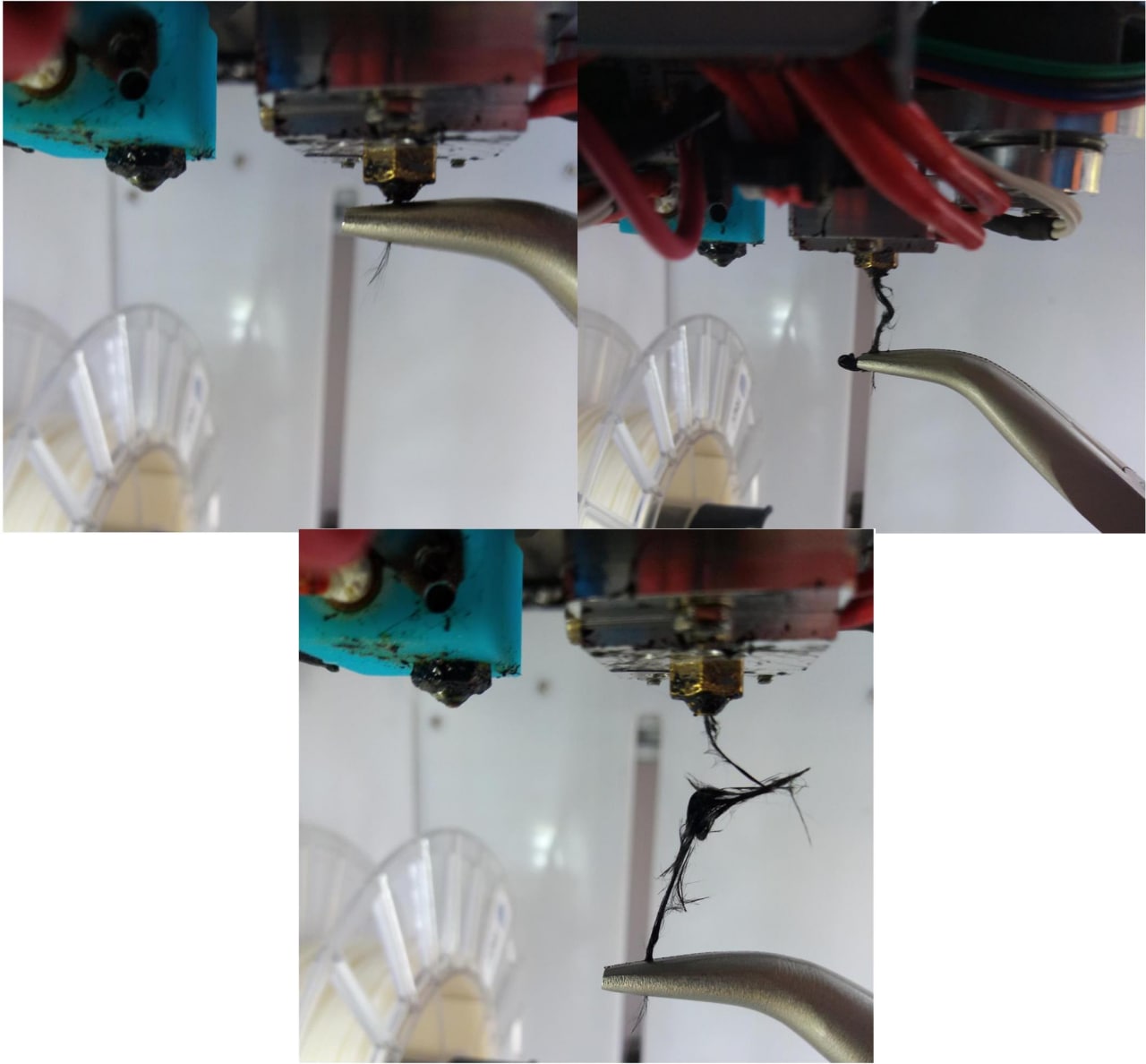
Признак стабильной подачи - при подаче нескольких порций материала по 10-25 мм со скоростью 5 мм/с через небольшие промежутки времени (~ 1 с) пластик подаётся стабильно, не раздувается, вид струи соответствует картинкам 1 или 2.
При "разгоне" режима печати для конкретной детали может потребоваться увеличить температуру экструдера выше рекомендуемой для данного материала. Это допустимо в случае, если и скорость печати выходит за пределы рекомендуемого диапазона.
¶ Техническое обслуживание экструдера для непрерывного волокна
¶ Снятие и установка экструдера для непрерывного волокна
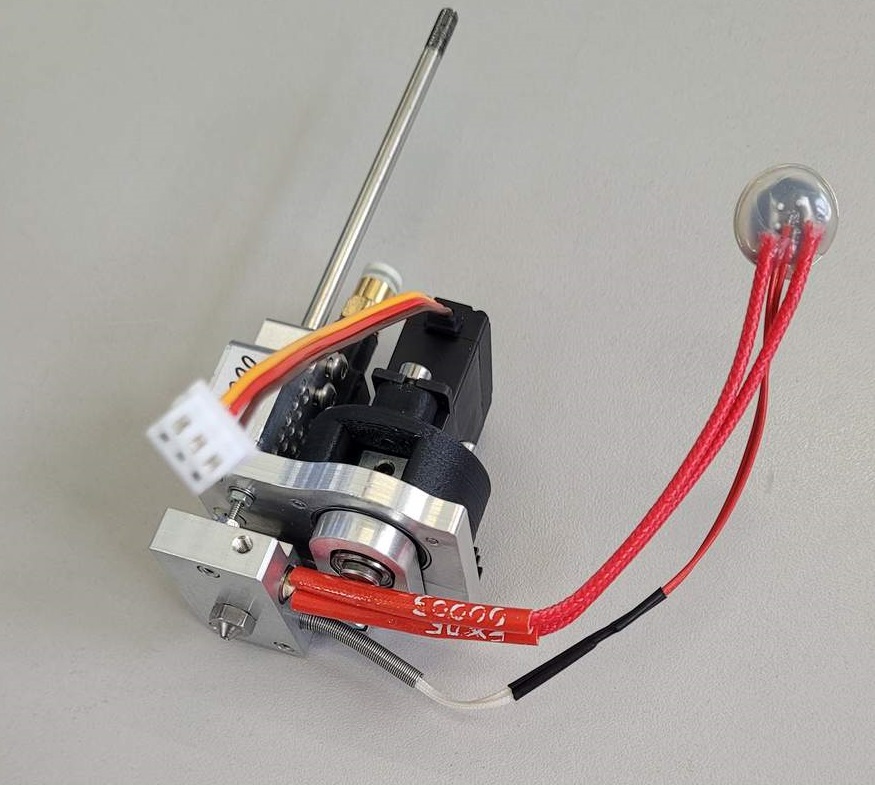
Экструдер для непрерывного волокна - узел принтера Stereotech Fiber 530 V5.2, который отвечает за нагрев, укладку и отсечение филамента с непрерывным волокном. Для технического обслуживания экструдер целиком снимается с печатающей головки:
Снять экструдер может потребоваться для следующих сервисных операций:
- заменить сопло для укладки волокна или вкладыш в сопло;
- заменить жгут принтблока экструдера;
- проверить стабильность прохождения волокна через экструдер;
- устранить засор из обрывков волокна в зоне отсечения.
Все эти операции, кроме последней, можно осуществлять и на экструдере, установленном в печатающую головку.
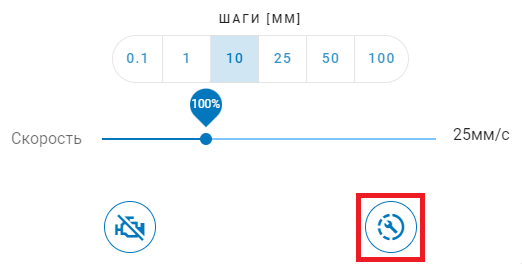
Переведите принтер в сервисное положение (на экране ручного управления экструдером для волокна:
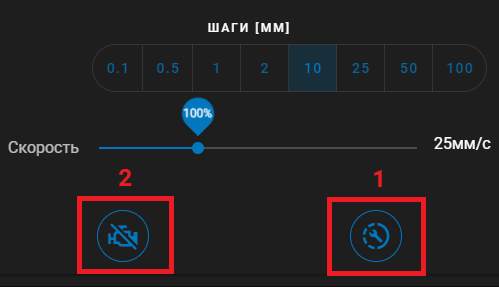
Выведите волокно из экструдера обратным движением подачи (на экране ручного управления экструдером для волокна):
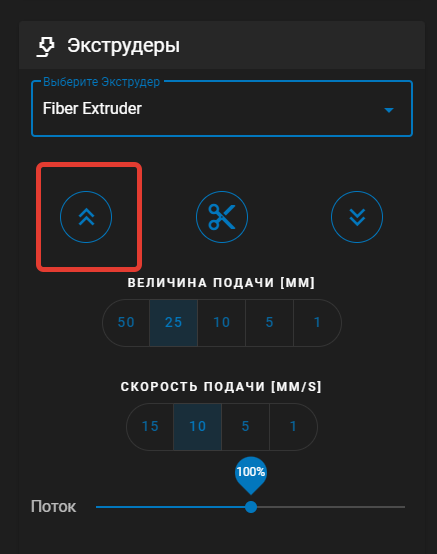
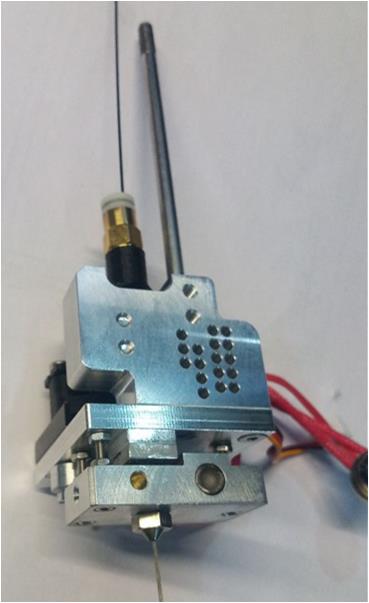
Свободный конец волокна нужно вытянуть так, чтобы он отступил от входа в печатающую головку примерно на 50-100 мм:
Выключите принтер:
Снимите смотровое окно (спереди) и сервисное окно (сверху):
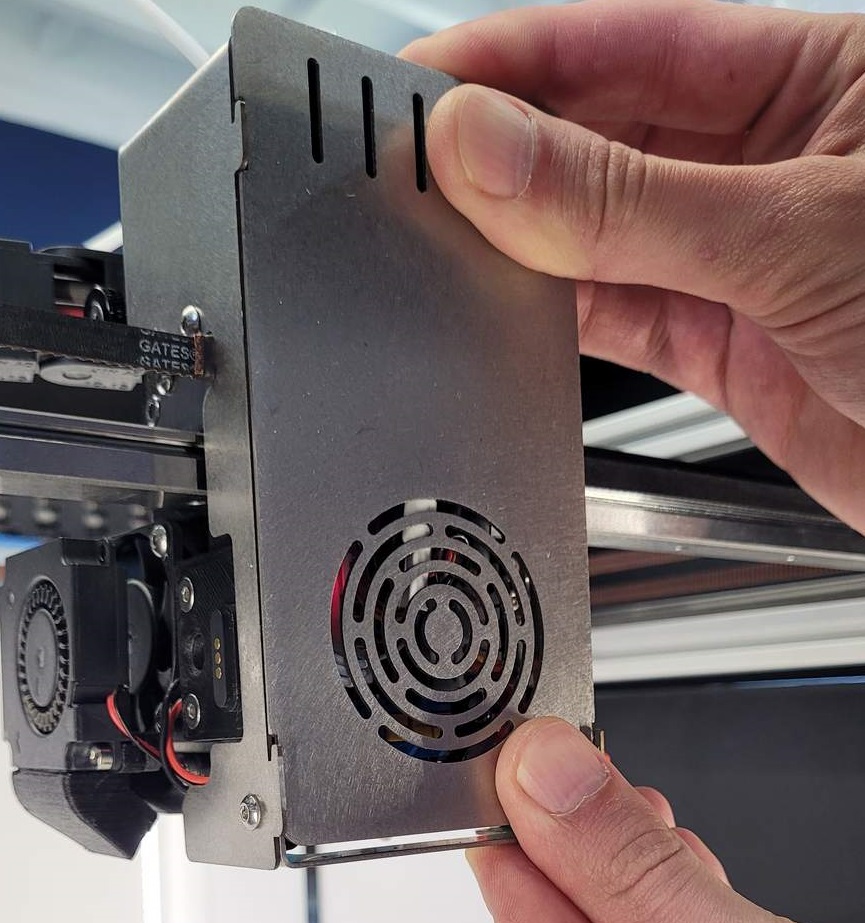
Дождитесь, пока подсветка и экран принтера погаснут. Перед снятием экструдера необходимо отключить его от платы. Для этого снимите лицевую панель печатающей головки:
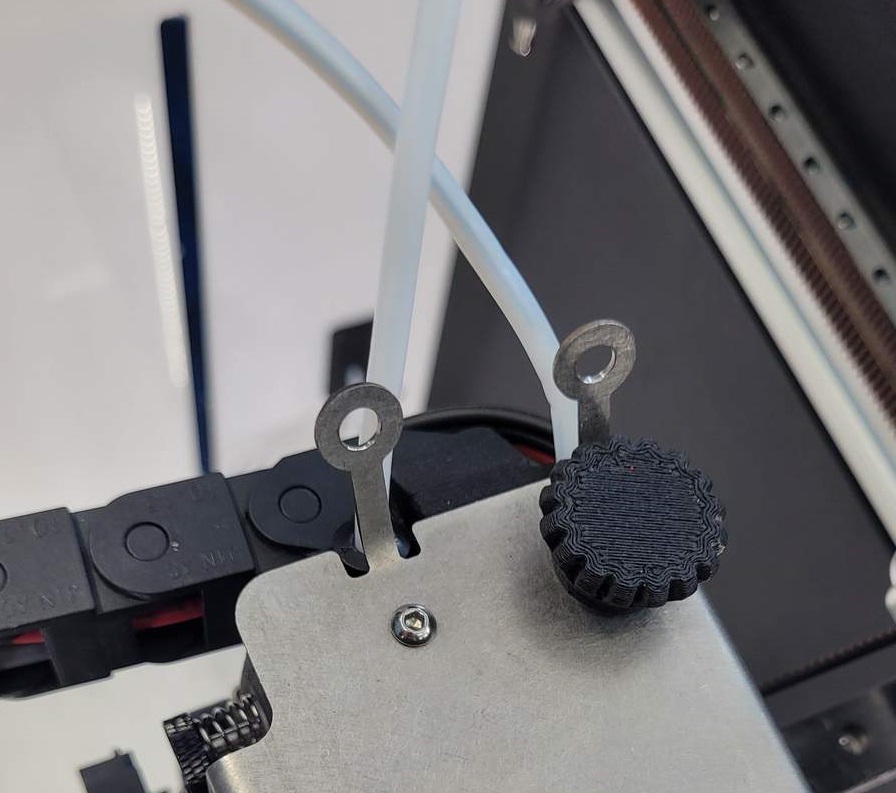
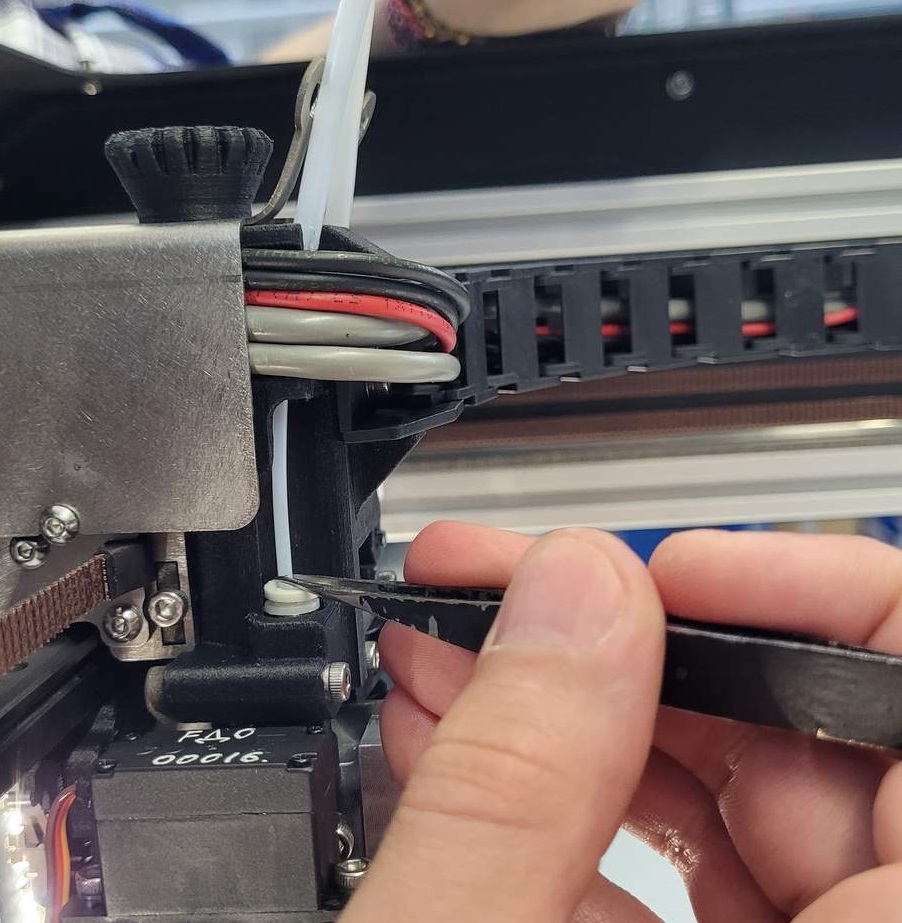
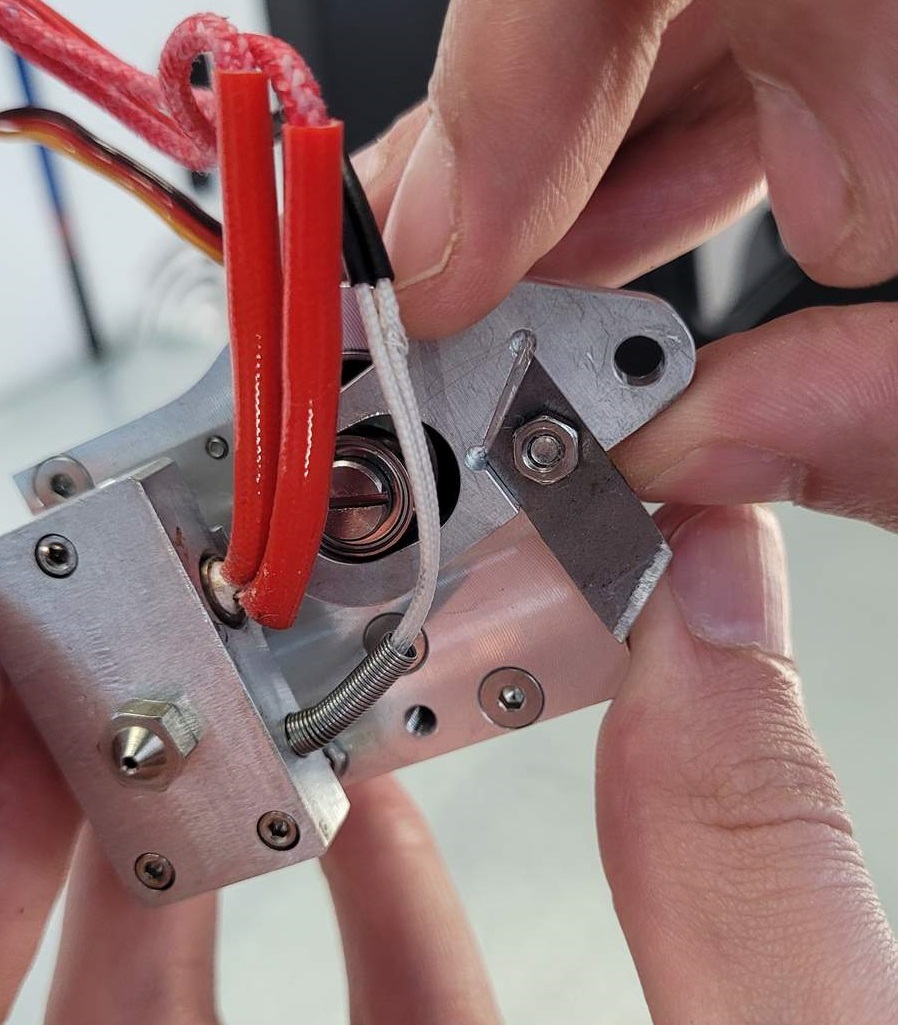
Извлеките жгуты нагревателя и сервопривода из зажима на держателе платы, как это показано на фото:
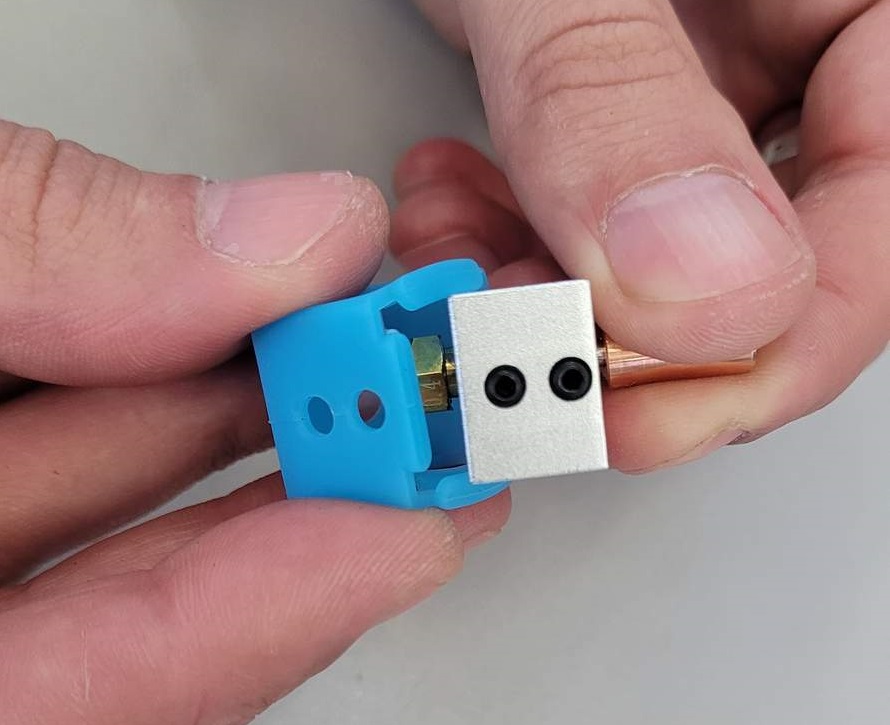
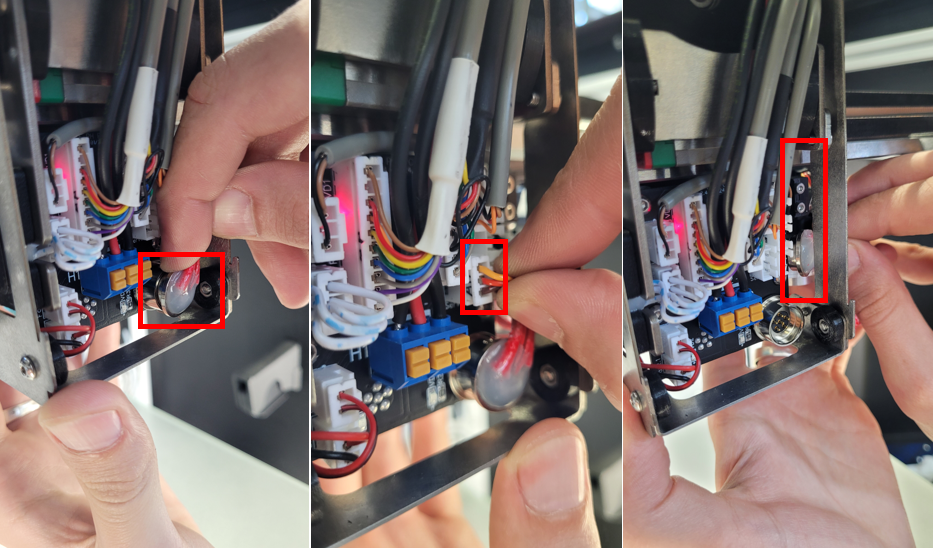
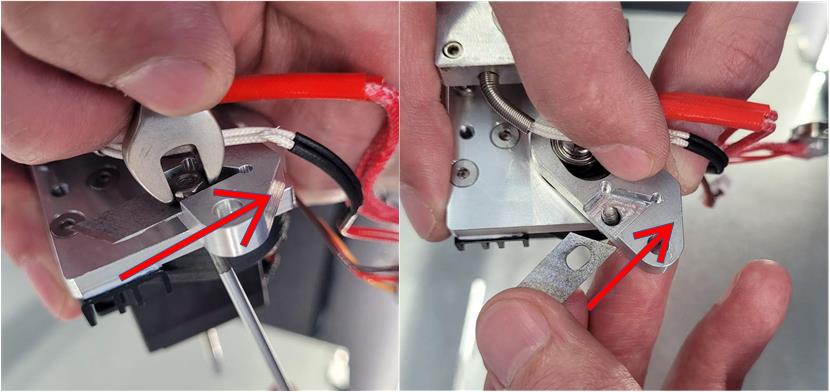
Отключите жгут сервопривода и контакт нагревателя - эти разъёмы показаны на фото 1 и 2. Затем немного отдвиньте крышку печатающей головки и извлеките жгуты из-под кожуха печатающей головки, как показано на фото 3:
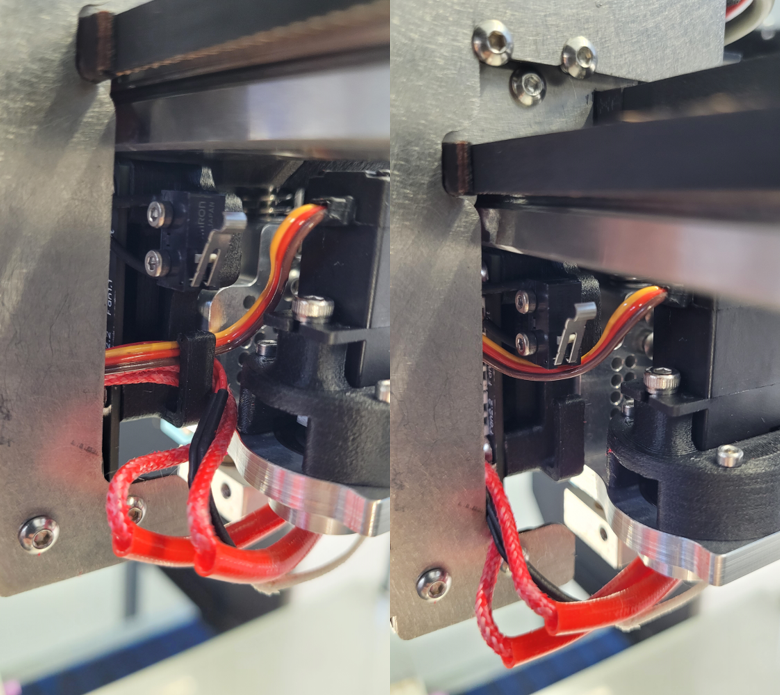
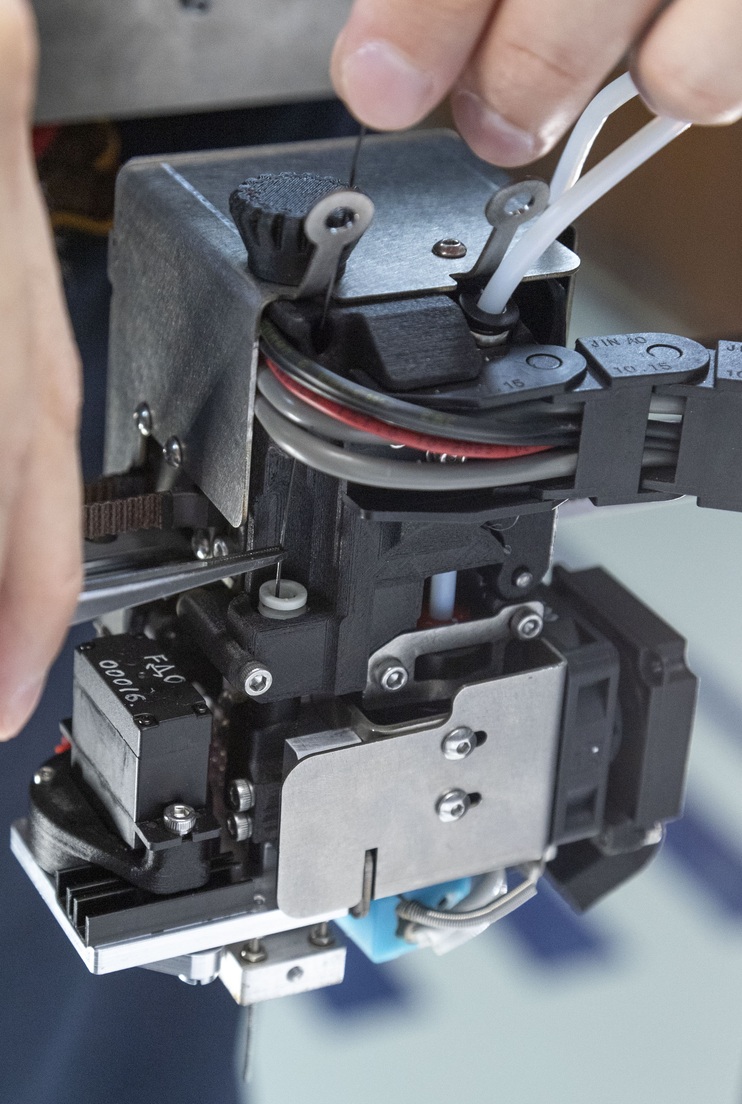
Пинцетом отожмите вниз прижим фитинга, который удерживает трубку для волокна в экструдере, и потяните трубку вверх:
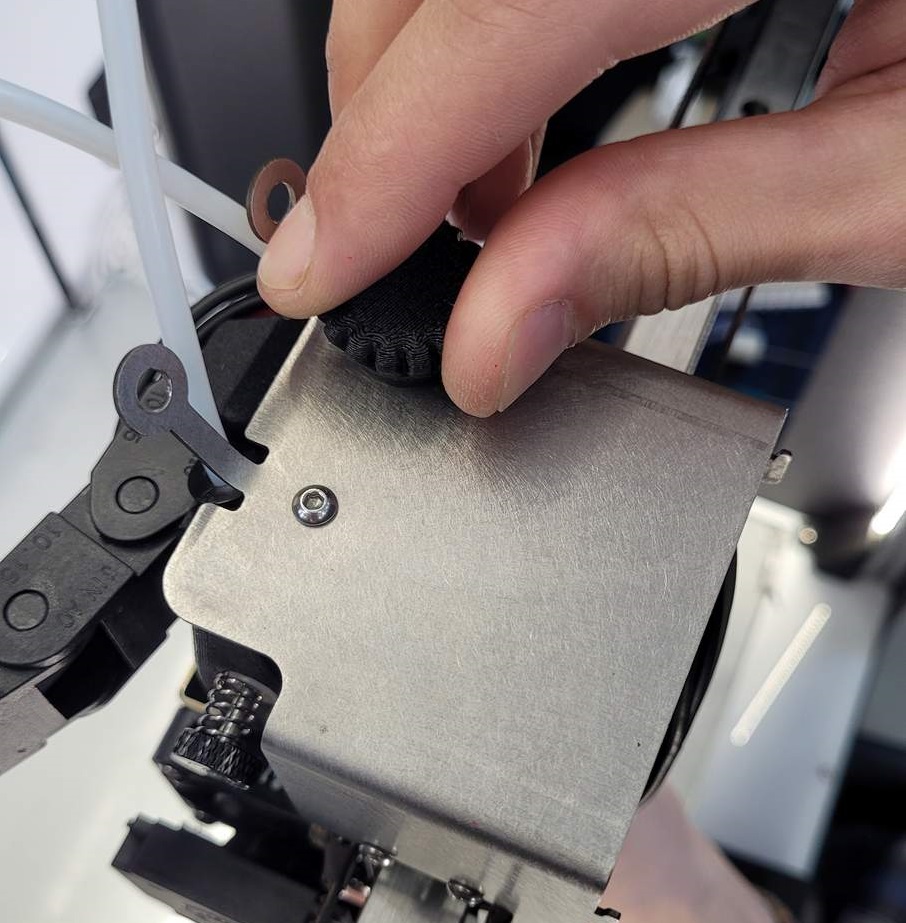
Экструдер для непрерывного волокна удерживается в печатающей головке регулировочным барашком на верхней части кожуха. Чтобы снять экструдер, следует полностью скрутить гайку до конца, придерживая экструдер рукой. Когда барашек будет скручен – экструдер можно снять:
Для установки экструдера в печатающую головку действовать в обратной последовательности: вставить направляющую экструдера в печатающую головку, задвинуть её до упора, закрутить регулировочный барашек, подключить жгуты нагревателя и сервопривода отсечения, поставить на место лицевую панель.
После снятия и установки экструдера для волокна необходимо заново откалибровать его высоту относительно основного экструдера, как это описано в разделе Работа с принтером/Калибровка положения экструдера для непрерывного волокна
¶ Замена жгута нагревателя
Перед проведением данной операции необходимо снять экструдер, как описано в подразделе "Снятие и установка экструдера для непрерывного волокна"
Принтблок и рабочая поверхность могут быть горячими после завершения работы в течение 10 минут! Дождитесь полного остывания рабочих элементов 5D принтера Stereotech Fiber 530 V5.2.4, прежде чем манипулировать нагретыми частями (принтблок, платформа).
Контролировать их температуру можно по показаниям на экране принтера.
Выкрутите шлицевой винт на нижней части двигателя отсечения:
Ослабьте два винта, фиксирующих жгут нагревателя и датчика температуры, согласно фото ниже:
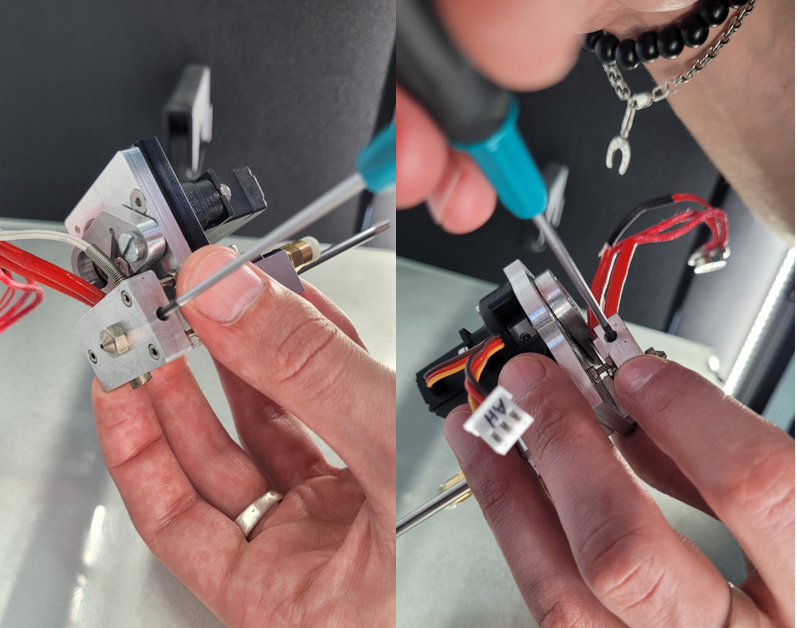
Извлеките жгут нагревателя:
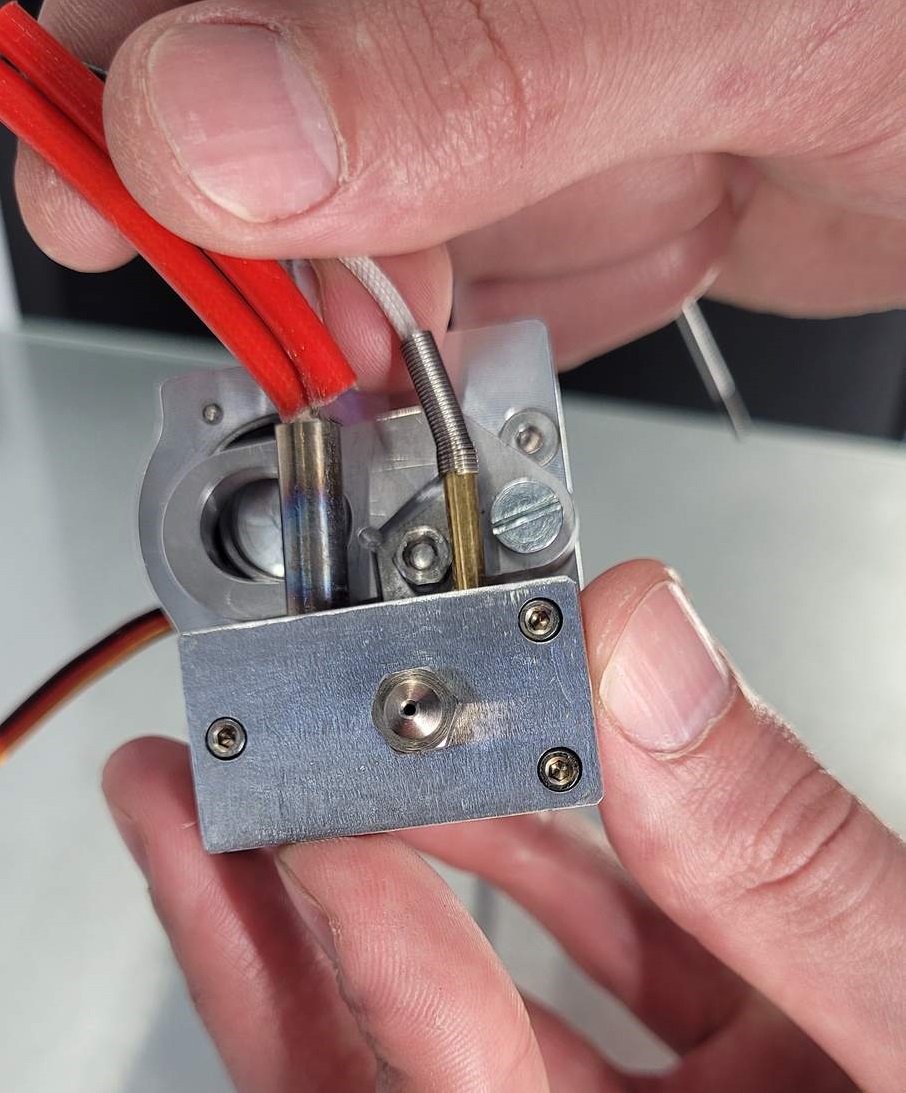
Установите новый нагреватель заподлицо с краем нагревательного блока, как на фото ниже:
После замены жгута нагревателя повторите все действия выше в обратном порядке.
Поджимать винт датчика температуры следует с осторожностью. Винт закручивается ровно до тех пор, пока не появится лёгкое сопротивление. При чрезмерной затяжке гильза датчика деформируется, он может выйти из строя!
¶ Замена лезвия
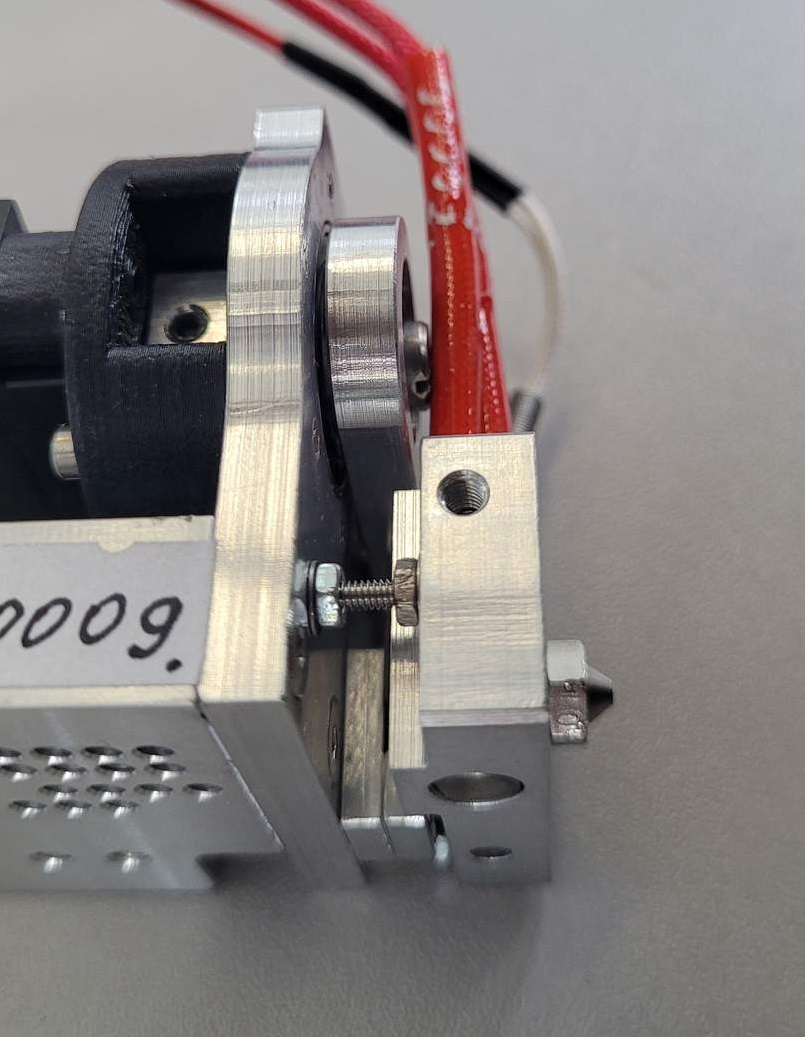
Выкрутите шлицевой винт коромысла отсекателя:
Отодвиньте коромысло отсекателя в сторону:
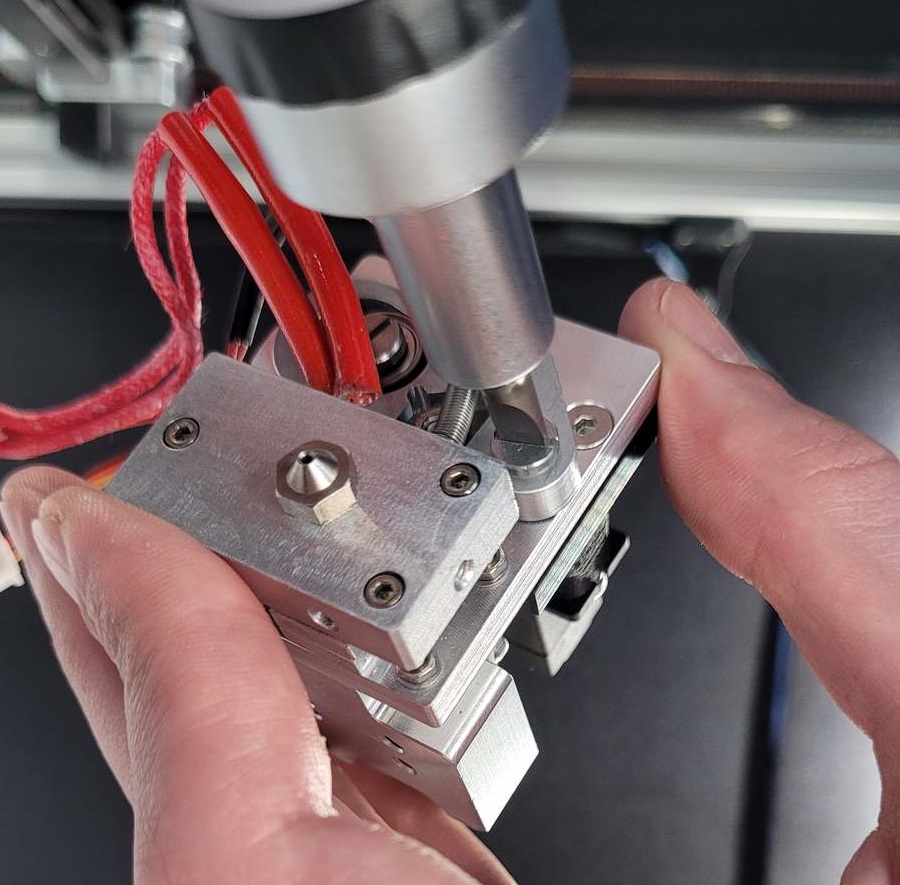
Фиксируя с противоположной сторны, выкрутите винт держателя лезвия:
Замените лезвие:

После замены лезвия повторите все действия выше в обратном порядке. Затем посмотрите на просвет в канале подачи непрерывного волокна. Лезвие не должно перекрывать канал, обрезок волокна должен свободно проходить сквозь экструдер, не цепляя за лезвие:
Если лезвие перекрывает канал, волокно цепляется за него, следует повернуть шлицевой винт на двигателе по часовой стрелке, чтобы немного повернуть нож, пока волокно не будет проходить свободно:
Если отрегулировать лезвие не получается, следует ослабить крепление лезвия и немного подвинуть его назад (к задней части паза под лезвие):
Если лезвие не перекрывает канал, волокно свободно проходит через экструдер, следует повернуть шлицевой винт на двигателе по часовой стрелке на один полный оборот:
Нож должен сделать полный оборот и отрезать волокно, после этого канал должен быть свободным, волокно должно свободно проходить сквозь экструдер. Если лезвие не отрезает волокно, следует ослабить крепление лезвия и немного подвинуть его вперёд (от задней части паза под лезвие):
После этого следует повторить проверку отрезания волокна.
Если волокно свободно проходит через экструдер и чисто отрезается при полном обороте ножа - замена лезвия завершена, можно установить экструдер на место.
¶ Диагностика и обслуживание канала подачи непрерывного волокна
Одна из основных операций при обслуживании экструдера для волокна - проверка состояния канала для непрерывного волокна внутри экструдера, т.е. участка между трубкой и соплом.
Экструдер нуждается в диагностике и прочистке, если при включении подачи волоконный филамент доходит по трубке до печатающей головки, но затем движение подачи стопорится, волокно не выходит из сопла. Ниже описаны причины, по которым может застопориться подача волокна, и меры борьбы с ними.
1. Засорено сопло для волокна
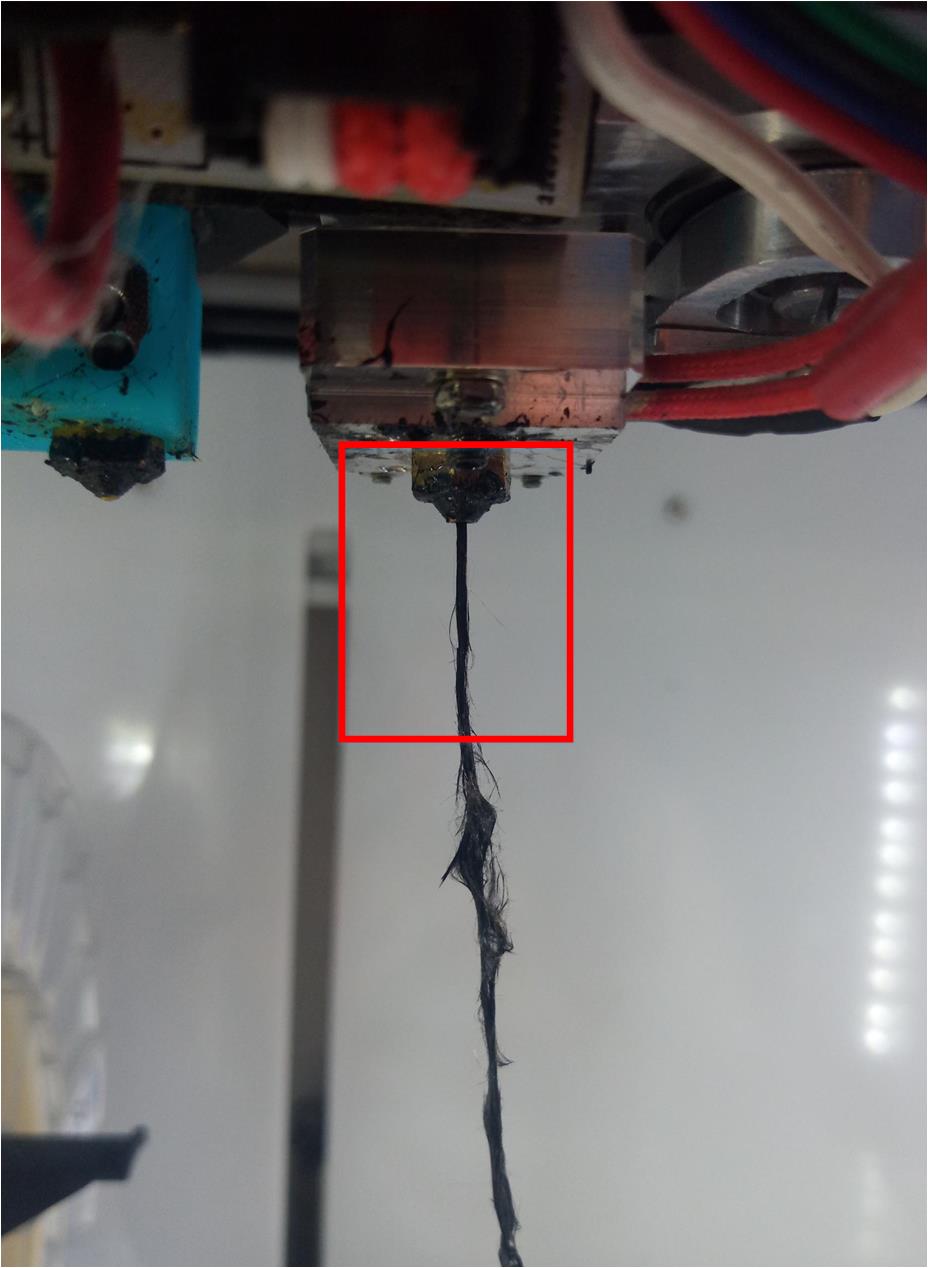
Этот вариант необходимо рассмотреть в первую очередь, если проблема появилась непосредственно после неудачной печати, при этом волокно на детали лохматилось, торчало все стороны, возможно – торчит из сопла и прямо сейчас.

Диагностика : вручную разогреть экструдер до 250 °C, подать в экструдер 25 мм. Если из сопла появляются скомканные обрывки волокна, как на картинке выше – проблема в забитом сопле.
Последовательность действий при засорении сопла:
-
подать волокно в разогретый экструдер
-
тонкогубцами выдернуть обрывки волокна, которые будут выдавливаться из сопла движением подачи
- повторять п. 2, пока из сопла не покажется ровный кончик разогретого волоконного филамента
- обрезать филамент механизмом отреза, подать ещё, убедиться, что волокно свободно и ровно проходит через экструдер
- повторить п. 4 два раза, убедиться, что отрез работает правильно и волокно свободно проходит через экструдер после отреза.
Если прочистить засор не удаётся с помощью движения подачи - следует выкрутить сопло и оценить состояние вкладыша в сопло, как описано ниже в подразделе Диагностика и обслуживание сопла для непрерывного волокна.
Если состояние вкладыша удовлетворительное - следует вкрутить сопло с вкладышем обратно в экструдер, извлечь трубку с волокном из экструдера и вставить фрагмент волокна в холодное сопло.
Если волокно беспрепятственно проходит на расстоянии более 30 мм - переходим к п. 2. Если волокно натыкается на препятствие примерно на уровне лезвия (и при этом вкладыш сопла не смят) - переходим к п. 3.
2. Волокно застревает в трубке
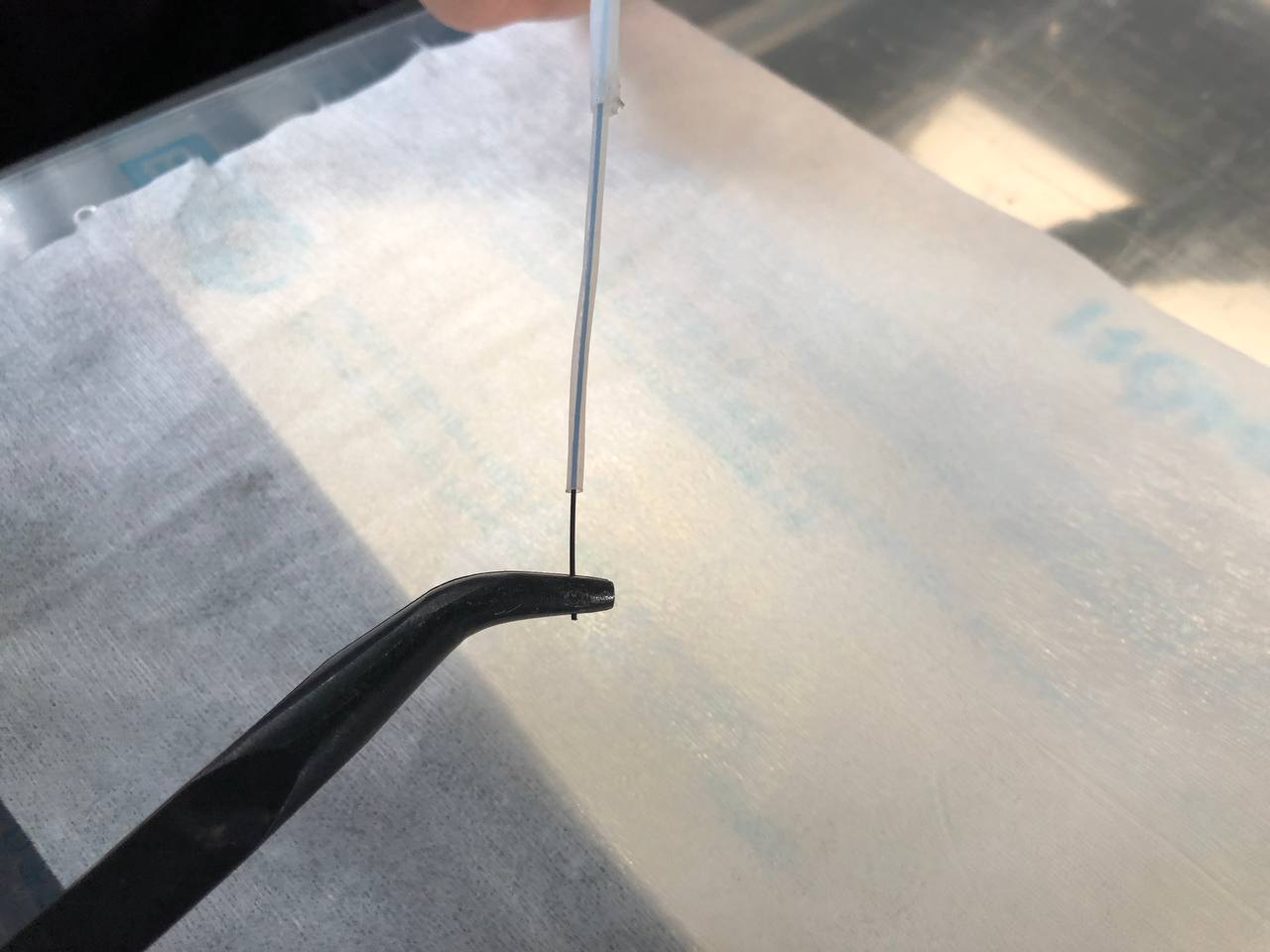
Если трубка для подачи непрерывного волокна извлечена из экструдера и волокно удаётся вручную пропустить через экструдер (со стороны сопла снизу или со стороны фитинга сверху) - обратите внимание на состояние волокна в трубке:
- Свободный конец волокна должен быть ровно обреза. Если на нём виден загиб или размочаленный пучок волокон - следует ровно обломить его или обрезать и снова вставить трубку в экструдер
- При подаче филамента с помощью ручного управления всё волокно в трубке должно плавно двигаться вперёд, в трубке не должно быть обломанных фрагментов. Если свободный конец волокна можно вытянуть из трубки - следует вытянуть обломок с помощью пинцета или плоскогубцев и подать необломанный филамент, после чего вставить трубку в экструдер:
3. Нож перекрывает канал экструдера
Данный вариант рассматриваем в случае, если вкладыш сопла в удовлетворительном состоянии и независимо от наличия сопла волокно натыкается на препятствие на уровне ножа.
Для диагностики смещения ножа следует:
- остудить экструдер (если он нагрет)
- обратным движением подачи вытянуть волокно из печатающей головки
- вытащить трубку для подачи волокна из экструдера
- при помощи пинцета вставить в экструдер обрезок волокна и попытаться без усилия пропустить его насквозь
- если волокно проходит с трудом или упирается в преграду – следует подвинуть нож для отреза волокна.
Для правильной установки ножа следует:
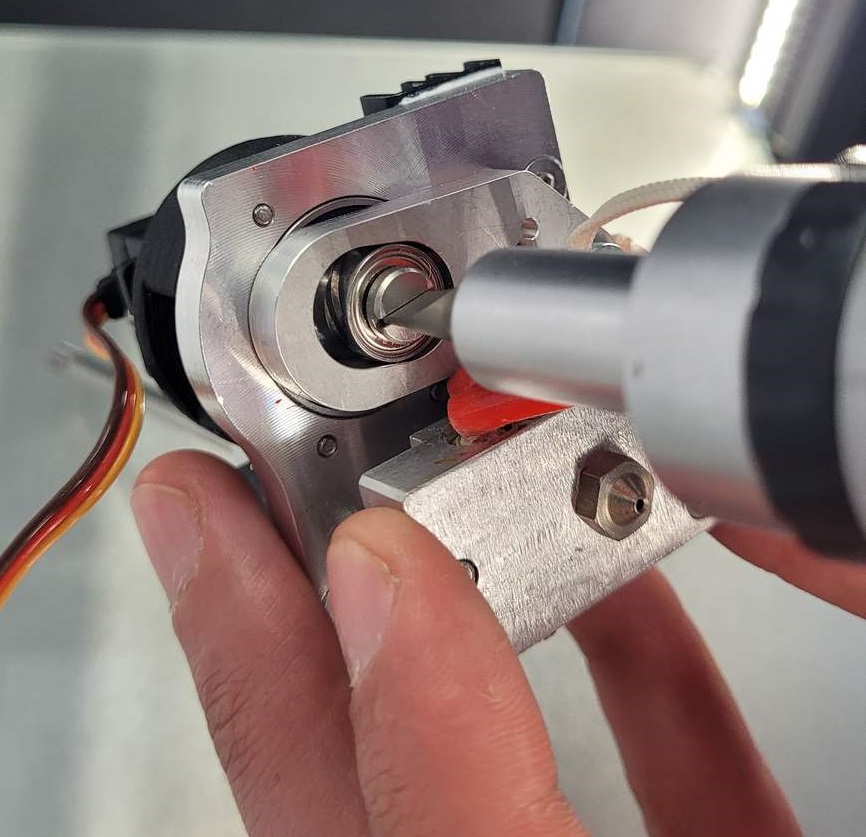
- немного повернуть шлицевой винт на нижней части двигателя отсечения:

- если волокно прошло и показалось из сопла – вручную подвигать его, убедиться, что волокно проходит через экструдер без сопротивления и свободно падает вниз, если его отпустить. В противном случае – подвинуть нож ещё раз

- если волокно свободно проходит через экструдер – сделать отрез волокна с помощью механизма отреза, убедиться, что волокно по-прежнему проходит без сопротивления
- вытащить обрезок волокна из экструдера и вставить трубку на место,
- подать волокно с помощью податчика, отрезать, подать снова – убедиться, что подача и отрез работают стабильно
- нагреть экструдер до 250 °C и повторить п. 6 в нагретом виде
¶ Диагностика и обслуживание сопла для непрерывного волокна
Сопло экструдера для непрерывного волокна содержит фторопластовый вкладыш, который соединяет выходное отверстие сопла и часть экструдера, где происходит отсечение волокна.
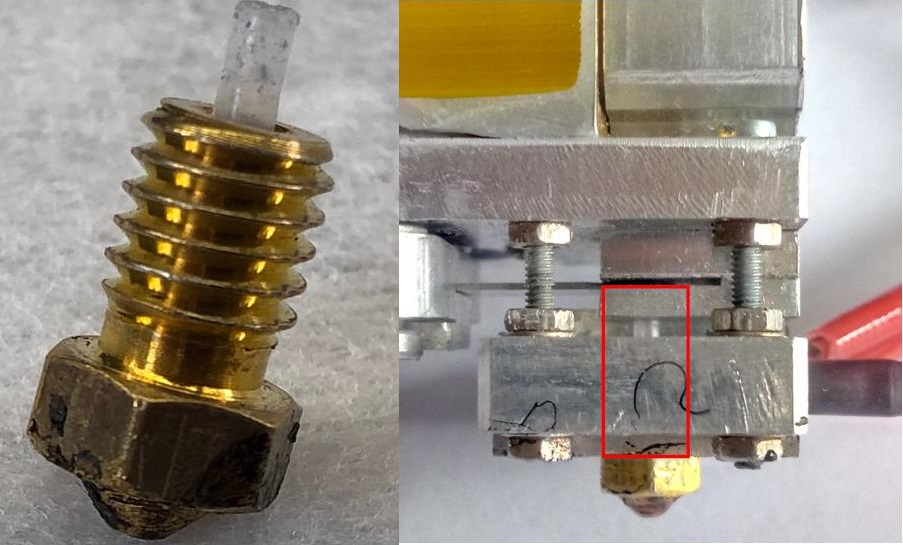
Вкладыш должен быть ровным и чистым, чтобы обеспечить плавную и беспрепятственную подачу волокна сквозь всю зону нагрева. При каждой операции технического обслуживания, где требуется выкрутить сопло для волокна, следует оценить его состояние по картинке ниже:

- Если вкладыш выглядит так, как на первом фото - его можно использовать дальше.
- Если вкладыш частично смят, как на втором фото - его края следует расправить (пинцетом или пальцами), придать ему округлую форму и установить обратно в сопло и экструдер. После установки "смятого" вкладыша следует в режиме ручного управления пропустить через него волокно в холодном и нагретом состоянии. Если волокно проходит плавно и беспрепятственно - вкладыш можно использовать дальше, в противном случае - выкрутить сопло и заменить вкладыш на новый.
- Если вкладыш закупорен обрывками волокна, как на третьем фото - его следует заменить на новый.
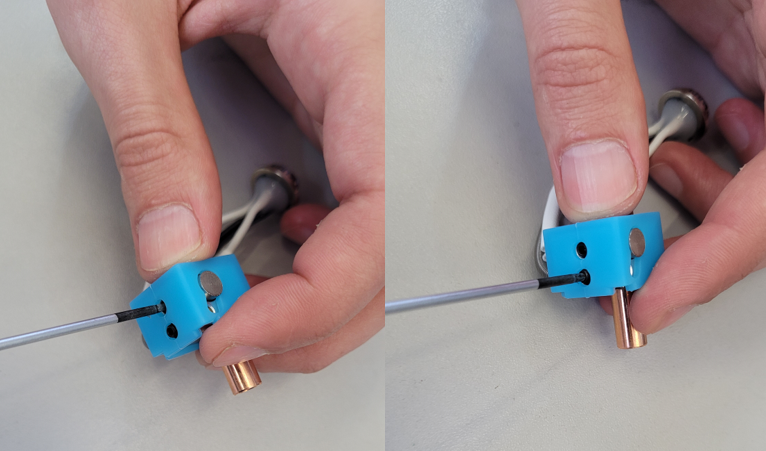
Вкладыш устанавливается в сопло до упора, как показано на картинке ниже. Сопло с установленным вкладышем закручивается в нагревательный блок экструдера по резьбе М6 таким образом, что верхняя часть вкладыша заходит в отверстие направляющей под зоной отсечения.
Сопло до упора закручивается в нагревательный блок и поджимается пальцевым усилием с помощью комплектного ключа или плоскогубцев.
Если после повторной установки сопла волокно не удаётся пропустить через экструдер - следует выкрутить сопло и обратить внимание на верхнюю часть вкладыша. Если края вкладыша загнуты или смяты, как на картинке ниже - это означает, что вкладыш не попал в направляющую. Края вкладыша следует расправить и установить сопло заново.

Допускается сначала пропустить фрагмент волокна через экструдер и только потом накрутить сопло, используя волокно как направляющую
.jpg)
Замену сопла можно производить как на установленном, так и на снятом с печатающей головки экструдере.