¶ Экструдеры принтера Stereotech
Принтер Stereotech Fiber 530 V5.2 имеет два экструдера:
- левый (основной) экструдер - аналогичен основному экструдеру принтера Stereotech Hybrid 530 V5.2
- правый экструдер - предназначен для укладки непрерывного волокна при печати с армированием
Основной экструдер принтера адаптирован под работу со всеми филаментами для 5D принтера диаметром 1,75 мм, включая гибкие филаменты из серии материалов Sealant и ломкие филаменты с металлическим порошком из серии Metalcast.
Экструдер для непрерывного волокна служит для печати только армирующим филаментом диаметром ~0,6 мм и не предназначен для работы с обычными филаментами для FFF печати (прутками 1,75 и 3,00 мм). Подробнее о печати с армированием смотрите соответствующие разделы Руководства:
- Печать с армированием непрерывным волокном - введение
- Печать с армированием непрерывным волокном - подготовка моделей
- Техническое обслуживание экструдера для непрерывного волокна
Узел основного экструдера, который непосредственно выкладывает расплавленный материал на приёмную поверхность, называется принтблоком. Основной экструдер принтера Stereotech Fiber 530 V5.2 может быть оснащён одним из двух комплектных принтблоков.
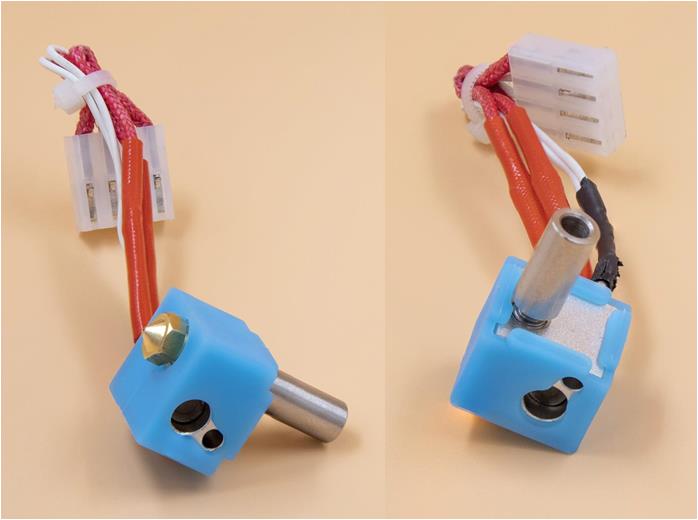
¶ Принтблок № 1 (тефлон)
Первый принтблок имеет серебристый корпус, содержит трубку подачи с тефлоновым вкладышем и латунное сопло. Он предназначен для работы с большинством материалов для 5D печати, которые плавятся при температуре до 270℃.
Принтблок № 1 по умолчанию установлен в левом и правом экструдере. Также в базовом наборе принтера прилагается сменный принтблок № 1 для правого экструдера.
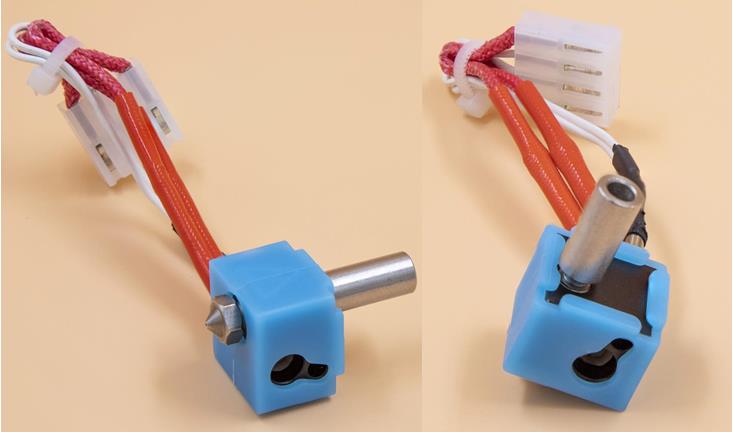
¶ Принтблок № 2 (металл)
Второй принтблок имеет чёрный корпус, содержит цельнометаллическую трубку подачи без тефлонового вкладыша и сопло из закалённой стали. Он необходим для работы с абразивными материалами (пластики, наполненные коротким угле- и стекловолокном) и материалами с температурой плавления > 270℃ (например, Поликарбонат - PC).
Принтблок № 2 для левого (основного) экструдера входит в базовый набор принтера. При печати высокотемпературным и/или абразивным материалом следует поменять базовый “тефлоновый” принтблок на “металлический”.
¶ Материалы для печати
Принтер Stereotech Fiber 530 V5.2 может быть использован для производства деталей из термопластичных полимерных материалов (термопластиков) с самыми различными свойствами: гибких и твёрдых полимеров, высокопрочных полимеров с дискретными наполнителями (микросферами или короткими волокнами) и т. д. С полным списком материалов, используемых в принтерах Stereotech, можно ознакомиться на сайте в разделе "Материалы для печати".
Помимо перечисленных в разделе "Материалы", в принтерах Stereotech можно использовать и другие термопластики с температурой экструзии до 310℃, не требующих нагреваемой рабочей камеры.
Форма используемого материала - филамент (пруток) для 3D принтера с диаметром 1.75±0.05 мм.
Обратите внимание, что для печати с армированием можно использовать не все полимерные материалы, доступные для печати основным экструдером. Материалы, использующиеся при печати с армированием, описаны в разделе Руководства Печать с армированием непрерывным волокном - введение.
Некоторые характеристики термопластиков, используемых в работе с принтерами Stereotech, приведены в таблице ниже.
| Характеристика | ABS | PLA | TPU | PETG | ASA | PA |
|---|---|---|---|---|---|---|
| Ударная вязкость по Шарпи, кДж/м2 | 180,14 | 5,62 | - | 4,17 | 197,06 | 85 |
| Модуль упругости при сжатии, ГПа | 1,71 | 2,96 | 0.066 | 1,81 | 1,82 | н/д |
| Предел текучести при сжатии, МПа | 49,3 | 77,4 | 7,6 | 51,7 | 56,5 | 60 |
| Прочность при растяжении вдоль слоев, МПа | 29,6 | 34,8 | 17,5 | 36,5 | 35,8 | 5 |
| Модуль упругости при растяжении вдоль слоев, ГПа | 1,27 | 1,32 | 0,0637 | 1,12 | 1,14 | н/д |
| Прочность при изгибе, МПа | 65,4 | 94,2 | 5,3 | 76,1 | 69,5 | 60 |
| Модуль упругости при изгибе, ГПа | 2,14 | 3,04 | 0,0729 | 2,06 | 1,35 | 60 |
| Прочность при растяжении поперек слоев, МПа | 19,7 | 31,2 | - | 33,6 | 22,5 | 45 |
| Модуль упругости при растяжении поперек слоев, ГПа | 2,34 | 3,07 | - | 1,73 | 1,86 | н/д |
| Маслостойкость, (деформация за 24 часа) % | 0,8 | 1,1 | 2,6 | - | - | н/д |
| Бензостойкость, (деформация за 24 часа) % | 0,3 | 0,90 | 9,9 | - | - | н/д |
| Температура эксплуатации | от -40°С до +80°С | от -20°С до +40°С | от -40°С до +100°С | от -40°С до +70°С | от -40°С до +90°С | от -60°С до +80°С |