¶ Филамент с непрерывным волокном
Материалы из серии ContiFiber – это филаменты, состоящие из очень тонких (порядка 1-10 мкм) непрерывных волокон и пропитки из термопластика. Термопластик (в этом случае он называется матрицей) скрепляет волокна между собой и позволяет укладывать их внутри печатного изделия для повышения его прочности.
В технологии Fused Filament Fabrication для печати с армированием чаще всего используют углеволокно, стекловолокно и кевларовое волокно – каждый материал имеет свои физико-механические свойства и служит для упрочнения изделий под определённые нагрузки. Например, наиболее распространённое углеволокно имеет очень высокую прочность при растяжении (около 1900 МПа).
¶ Печать непрерывным волокном
Материалы ContiFiber сильно отличаются от обычных филаментов для 3D печати (в том числе от филаментов, армированных дискретными волокнами): это филамент диаметром около 0,6 мм, очень твёрдый и ломкий. Для использования этого материала необходим принтер со специальными экструдером и системой подачи, такими как у Stereotech Fiber 530 V5.2.
При обычной 3D печати материал подаётся в горячую часть экструдера, плавится и осаждается на приёмной поверхности (стекле, оснастке или предыдущем слое изделия). Когда траектория выкладки материала заканчивается, подача прерывается, происходит холостое движение к следующей траектории и печать идёт дальше.
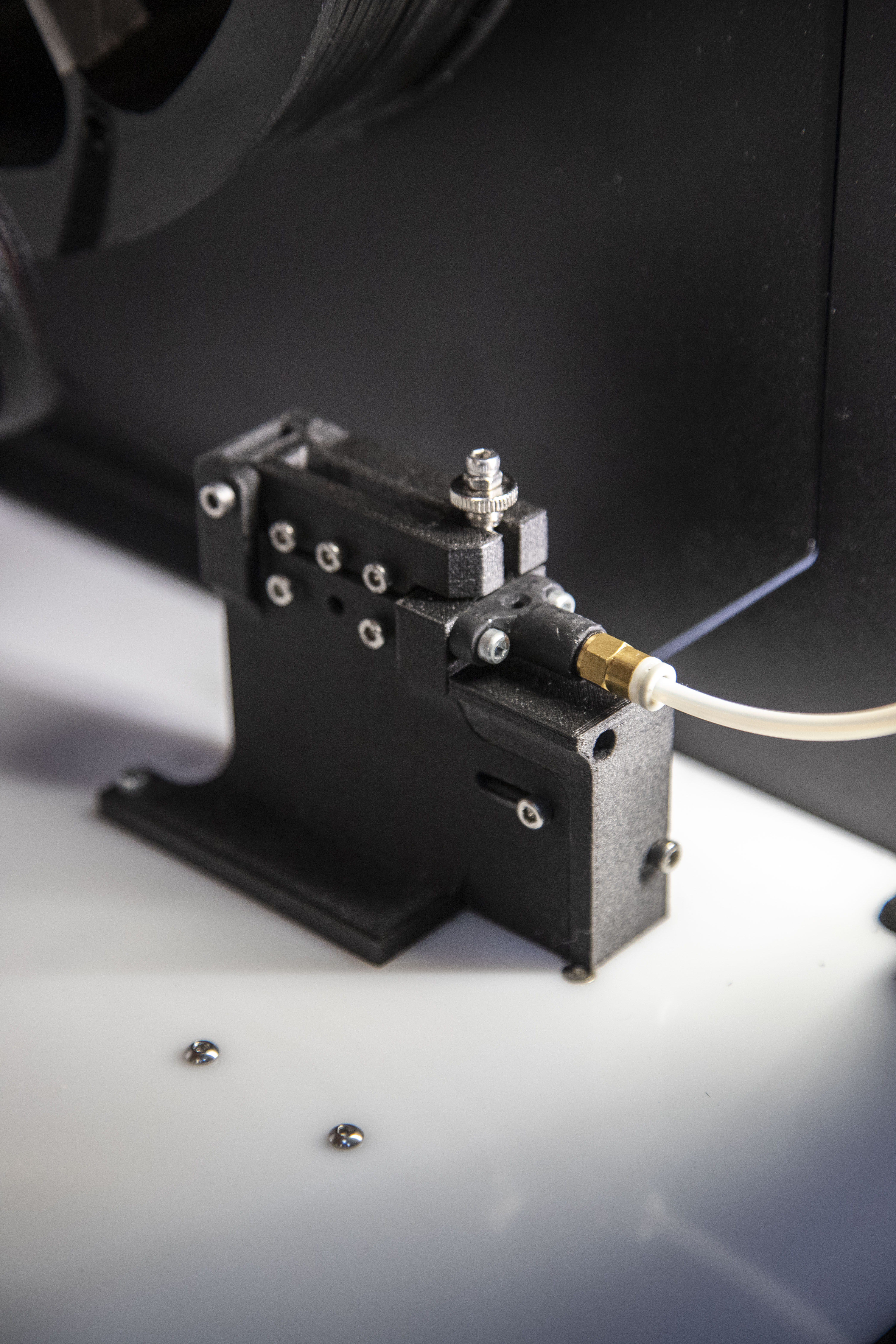
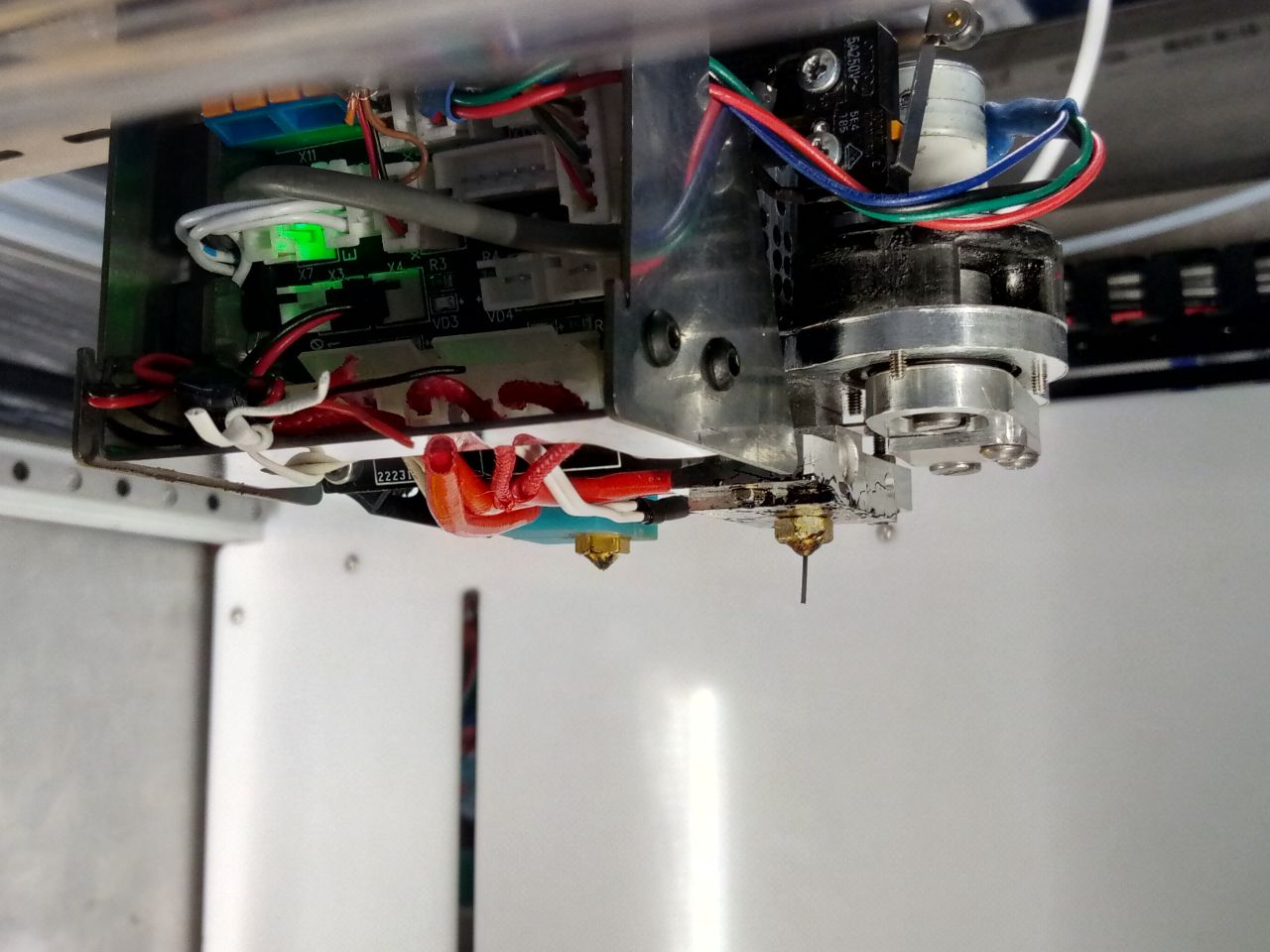
Подачу непрерывного волокна нельзя прекратить мановением руки – для этого экструдер оснащён системой отсечения волокна.

Расстояние от ножа до выходного отверстия составляет 16 мм. Отсюда следует первое ограничение печати непрерывным волокном: длина армирующей траектории не может быть короче 16 мм.
Существуют и другие ограничения, о которых подробнее будет сказано в разделе о подготовке моделей и G-кода для печати с армированием. Все они связаны в первую очередь с тем, что волокно нельзя произвольно сжимать и подавать, как расплав термопласта – для него нужно отвести в детали достаточно места.
¶ Принцип печати с армированием из непрерывного волокна
Основная часть детали печатается точно так же, как и при обычной 3D или 5D печати.
Непрерывное волокно подаётся и укладывается внутри определённых слоёв – так же, как стальная арматура в железобетоне. Экструдер для непрерывного волокна при печати нагревается до определённой температуры, при которой термопластичная пропитка филамента плавится, а сами волокна размягчаются и могут быть без повреждений согнуты на поверхности слоя. Когда разогретый армирующий материал подаётся из сопла, он прилипает к поверхности предыдущего слоя, полностью состоящего из пластика (как это происходит и при обычной полимерной печати).
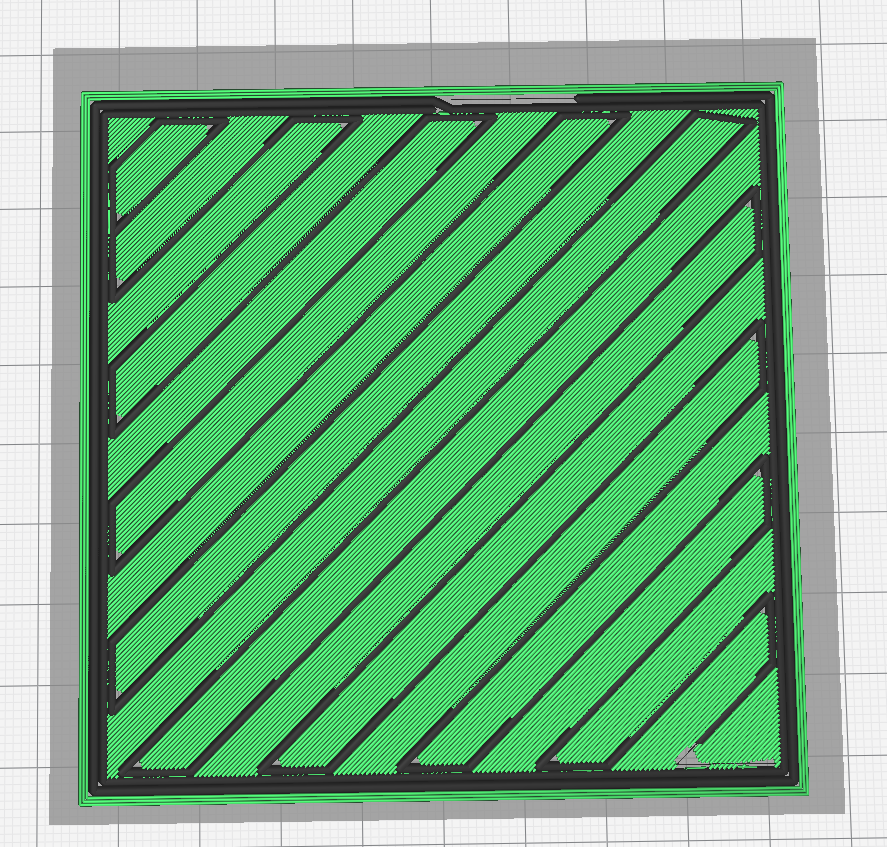
Плотность укладки волокна, тип рисунка и направление линий, соотношение волокна и пластика – эти параметры армирования задаются при настройке режима печати в ПО STE Slicer.
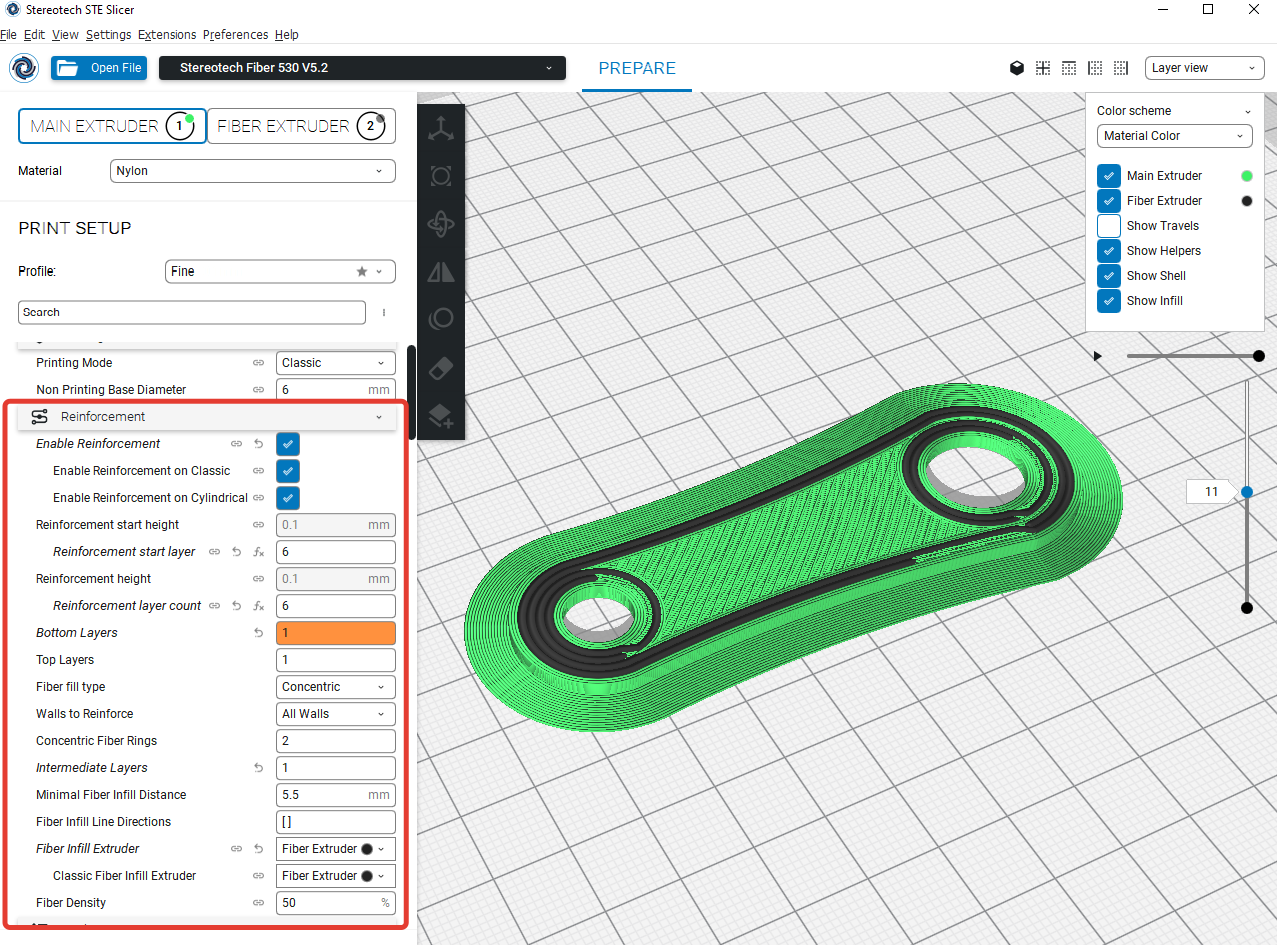
По краям слоя с армированием выкладываются контуры (стенки), как и при обычной печати. Промежутки между соседними линиями волокна также заполняются пластиком. Пластик выполняет роль матрицы композитного изделия: он удерживает армирование на отведённом ему месте и не позволяет ему «играть», когда к детали прикладывается нагрузка. Волокна же воспринимают основную часть этой нагрузки и не дают изделию сломаться и/или деформироваться.
¶ Материалы для печати с армированием
¶ Армирование
Филамент ContiFiber CPA – это непрерывное углеволокно с пропиткой из полиамида PA6. Это очень прочный, но хрупкий армирующий материал; в первую очередь он предназначен для деталей, работающих при растяжении или изгибе, при сравнительно постоянной или плавно изменяющейся нагрузке.
¶ Матрица
Матрица – это весь материал, окружающий армирование, «тело изделия». Главное требование к материалу матрицы: он должен хорошо слипаться с пропиткой армирования (т. е. с термопластиком PA6 в случае ContiFiber CPA). Для этого необходимо, чтобы оба материала имели сходные температуры размягчения и плавления, а также хорошо взаимодействовали на химическом уровне. Температура печати для филамента ContiFiber CPA составляет от 220 до 260 oC.
Наилучшего соединения армирования с матрицей можно добиться, если последнюю будет составлять тот же полимер PA6. Среди материалов Stereotech для печати с армированием можно применить следующие:
Enduse PA (полимерная основа – PA6, температура печати 240 .. 270 oC) – прочный, жёсткий, эластичный материал с высокой химической стойкостью, устойчивый к ползучести и абразивному износу. Основными недостатками PA6 как конструкционного материала являются его уязвимость к влаге и УФ-излучению: на солнце он постепенно деградирует, а с накоплением влаги становится менее прочным и твёрдым (хотя более стойким к ударной нагрузке).
В сочетании с непрерывным волокном этот материал обеспечивает наибольшую возможную прочность. В то же время этот материал очень сложен для печати из-за высокого влагопоглощения и сильной усадки. В первую очередь его можно рекомендовать для печати в 5D режимах высоконагруженных и/или химически стойких изделий: в этом случае гораздо меньше риск коробления и отрыва детали от основания из-за усадки.

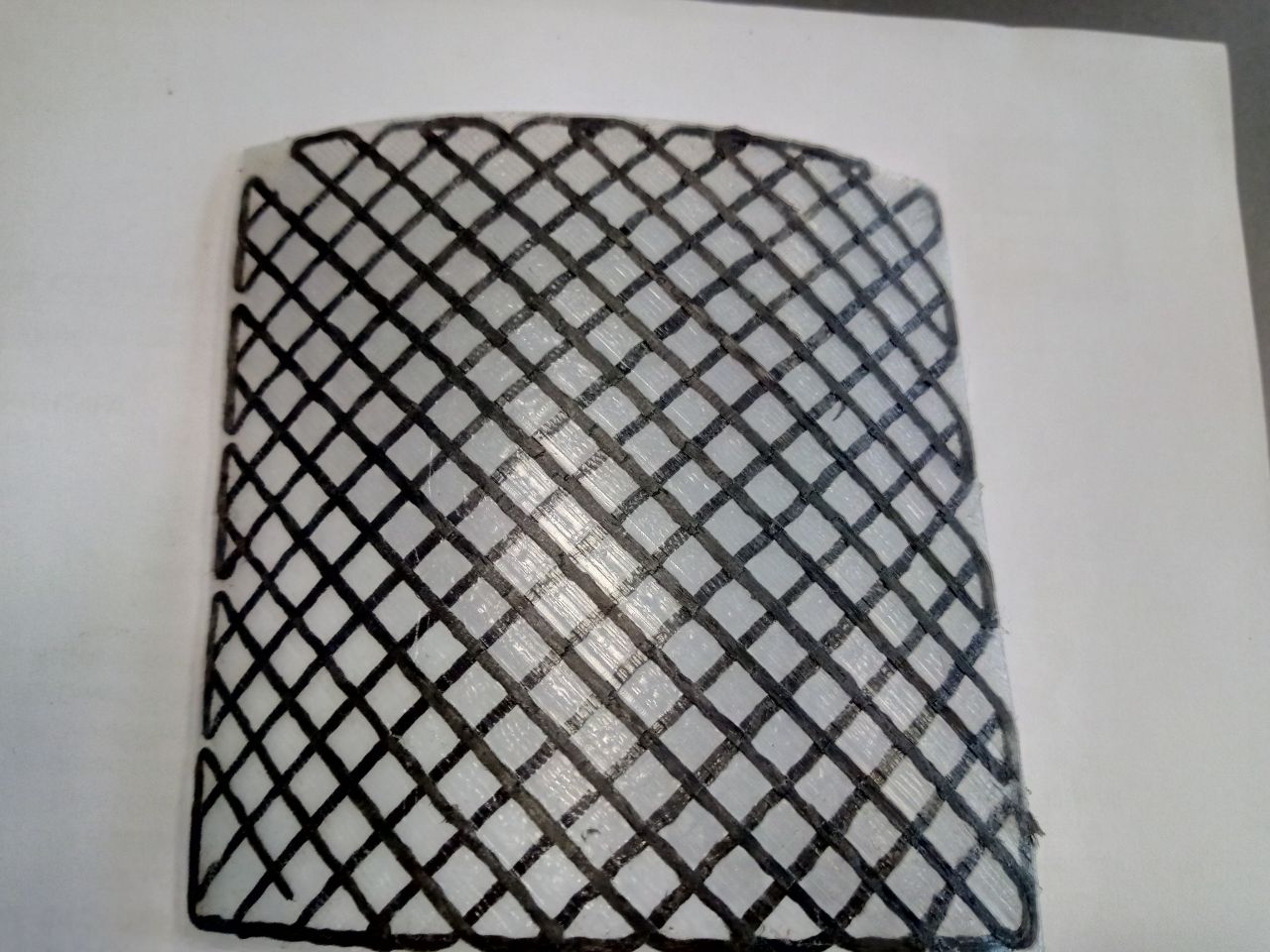
Enduse TPU D70 (полимерная основа – TPU, температура печати 210 .. 240 oC) – жёсткий термополиуретан с твёрдостью 70 по шкале Шора D. Прочный и упругий материал, во многом аналогичный Enduse PA, но более мягкий. Также он меньше поглощает влагу, плавится при меньшей температуре и отличается меньшей усадкой, благодаря чему гораздо проще для печати. Данный материал хорошо подойдёт для 3D и 5D печати деталей, работающих при умеренной нагрузке или требующих гибкости. При достижении предельной нагрузки происходит хрупкое разрушение волокна, матрица из TPU D70 только деформируется, как на фото ниже:

Для более нагруженных деталей рекомендуется использовать Fiberpart TPU C5 – также твёрдый TPU с наполнением из короткого углеволокна, благодаря чему этот материал значительно прочнее и жёстче.