¶ Обзор настроек печати и их влияние на результат печати
Рассмотрим основные настройки печати, в большей степени влияющие на результат печати.
Все настройки разделены по разделам:
- Printing Mode - Настройки режима печати
- Reinforcement - Настройки упрочнения (только для принтеров серии Fiber)
- Quality - Настройки, отвечающие за качество печати
- Shell - Настройки, отвечающие за внешнюю оболочку модели
- Infill - Настройки внутреннего заполнения модели
- Material - Настройки, связанные с материалом
- Speed - Скорости, с которой печатающая головка перемещается во время печати
- Travel - Как печатающая головка ведет себя во время перемещений
- Cooling - Настройки, определяющие способ охлаждения модели
- Support - Настройки печати поддержек
- Build Plate Adhesion - Настройки, связанные с улучшением прилипания модели к платформе
- Special Modes - Специальные настройки
¶ Printing Mode
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Printing Mode Режим Печати | Отвечает за способ подготовки (нарезки) 3D моделей в области печати | Classic |
| Base Diameter Диаметр сердечника | Задает диаметр сердечника, вычитаемого (режим 5D Spiral) или печатаемого (режим 5D Spiral Full) плоскими слоями | 6 мм |
| Cylindrical Parts Overlap | Задает величину пересечения сердечника с цилиндрическими слоями. Может быть использовано для улучшения адгезии между сердечником и цилиндрическими слоями | 0 мм |
¶ Reinforcement
Настройки данного раздела описаны ниже
¶ Quality
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Layer Height Высота слоя | Высота каждого слоя в миллиметрах. Большие значения приводят к быстрой печати при низком разрешении, малые значения приводят к замедлению печати с высоким разрешением. | 0.1 мм |
| Initial Layer Height Высота первого слоя | Высота первого слоя в миллиметрах. Более толстый слой упрощает прилипание пластика к столу. | 0.3 мм |
| Line Width Ширина линии | Ширина одной линии. Обычно, ширина каждой линии должна соответствовать диаметру сопла. Однако небольшое уменьшение этого значение приводит к лучшей печати. Также есть возможность изменять ширину линии для различных структур модели (Стенок, Заполнения, Сплошного заполнения) | 0.4 мм |
¶ Shell
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Wall Thickness Толщина стенки | Толщина внешних стенок в горизонтальном направлении. Это значение, разделённое на ширину линии стенки, определяет количество стенок. | 0.8 мм |
| Wall Line Count Количество линий стенки | Количество линий стенки. При вычислении толщины стенки, это значение округляется до целого. | 2 |
| Top/Bottom Thickness Толщина дна/крышки | Толщина слоя дна/крышки при печати. Это значение, разделённое на высоту слоя, определяет количество слоёв в дне/крышке. | 0.8 мм |
| Top Thickness Толщина крышки | Толщина крышки при печати. Это значение, разделённое на высоту слоя, определяет количество слоёв в крышке. | 0.8 мм |
| Top Layers Слои крышки | Количество слоёв в крышке. При вычислении толщины крышки это значение округляется до целого. | 8 |
| Bottom Thickness Толщина дна | Толщина дна при печати. Это значение, разделённое на высоту слоя, определяет количество слоёв в дне. | 0.8 мм |
| Bottom Layers Слои дна | Количество слоёв в дне. При вычислении толщины дна это значение округляется до целого. | 8 |
¶ Infill
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Infill Extruder Экструдер для заполнения | Экструдер, используемый для печати заполнения. Используется при наличии нескольких экструдеров. Есть возможность установить другой экструдер для печати заполнения, для печати заполнения другим материалом или соплом с другим диаметром | Используется первый экструдер |
| Infill Density Плотность заполнения | Задается плотность заполнения модели в процентах. Плотность влияет на расход материала, время печати и прочность готовой детали. | 20% |
| Infill Pattern Шаблон заполнения | Шаблон заполняющего материала печати. Линейное и зигзагообразное заполнение меняет направление на чередующихся слоях, снижая расходы на материал. Шаблоны «сетка», «треугольник», «шестигранник из треугольников», «куб», «восьмигранник», «четверть куба», «крестовое», «концентрическое» полностью печатаются в каждом слое. Шаблоны заполнения «гироид», «куб», «четверть куба» и «восьмигранник» меняются в каждом слое, чтобы обеспечить более равномерное распределение прочности в каждом направлении. | Если плотность запонения <25% - Сетка, |
| иначе Линии | ||
| Infill Before Walls Заполнение перед печатью стенок | Печатать заполнение до печати стенок. Если печатать сначала стенки, то это может сделать их более точными, но нависающие стенки будут напечатаны хуже. Если печатать сначала заполнение, то это сделает стенки более крепкими, но шаблон заполнения может иногда прорываться сквозь поверхность стенки. | Вкл |
¶ Material
Данные настройки позволяют переопределить настройки, заданные в профиле материала
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Printing Temperature Температура сопла | Температура, используемая при печати. | Зависит от материала |
| Build Plate Temperature Температура платформы | Температура, задаваемая для нагреваемой платформы. Если значение равно 0, температура основания не будет регулироваться. | Зависит от материала |
| Flow Поток | Компенсация потока: объём выдавленного материала умножается на этот коэффициент. Не рекомендуется менять данный параметр | 100% |
| Enable Retraction Разрешить откат | Втягивание нити при движении сопла вне зоны печати. Снижает давление материала в сопле и позволяет избавиться от подтеков и "паутины" при холостых перемещениях | Вкл. |
| Retraction Distance Величина отката | Длина нити материала, которая будет втянута по время отката. | Зависит от материала |
| Retraction Speed Скорость отката | Скорость, с которой материал будет извлечён и возвращён обратно при откате. | Зависит от материала |
¶ Speed
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Print Speed Скорость печати | Скорость, на которой происходит печать. Обозначает скорость линейного перемещения печатающей головки. Также есть возможность изменять ширину линии для различных структур модели (Стенок, Заполнения, Сплошного заполнения) | Зависит от материала (обычно 60мм/с) |
| Travel Speed Скорость перемещения | Скорость, с которой выполняется перемещение без экструзии. | 100 мм/с |
| Initial Layer Print Speed Скорость первого слоя | Скорость печати первого слоя. Пониженное значение помогает улучшить прилипание материала к столу. | 50% от Скорости печати |
¶ Travel
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Z Hop When Retracted Поднятие оси Z при откате | При выполнении отката между соплом и печатаемой деталью создаётся зазор. Это предотвращает возможность касания сопла частей детали при его перемещении, снижая вероятность смещения детали на столе. Увеличивает время печати | Выкл |
| Z Hop Height Высота поднятия оси Z | Расстояние, на которое приподнимается ось Z. | 1 мм |
¶ Cooling
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Enable Print Cooling Включить вентиляторы | Разрешает использование вентиляторов во время печати. Применение вентиляторов улучшает качество печати слоёв с малой площадью, а также мостов и нависаний. Для некоторых материалов включение не рекомендуется | Зависит от материала |
| Fan Speed Скорость вентилятора | Скорость, с которой вращаются вентиляторы, в процентах | Зависит от материала |
| Initial Fan Speed Начальная скорость вентилятора | Скорость, с которой вращается вентилятор в начале печати. На последующих слоях скорость вращения постепенно увеличивается до слоя, соответствующего параметру обычной скорости вращения вентилятора на указанной высоте. | 0% |
| Minimum Layer Time Минимальное время слоя | Минимальное время, затрачиваемое на печать слоя. Этот параметр заставляет принтер замедляться, как минимум, чтобы потратить на печать слоя время, указанное в этом параметре. Это позволяет напечатанному материалу достаточно охладиться перед печатью следующего слоя. | 5 сек |
¶ Support
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Generate Support Генерация поддержек | Включение генерации структур для поддержки нависающих частей модели Также возможно включение для различных режимов печати | Выкл |
| Support Extruder Экструдер поддержек | Этот экструдер используется для печати поддержек. Используется при наличии нескольких экструдеров. | Первый экструдер |
| Support Placement Размещение поддержек | Настраивает размещение структур поддержки. Размещение может быть выбрано только от платформы или везде. Для последнего случая структуры поддержки печатаются даже на самой модели. | Везде |
| Support Overhang Angle Угол нависания поддержки | Минимальный угол нависания при котором добавляются поддержки. При значении в 0° все нависания обеспечиваются поддержками, при 90° не получат никаких поддержек. | 50 гр. |
| Support Density Плотность поддержек | Настраивает плотность структуры поддержек. Большее значение приводит к улучшению качества нависающих элементов, но такие поддержки сложнее удалять. | 15% |
¶ Build Plate Adhesion
| Параметр | Описание | Значение по умолчанию |
|---|---|---|
| Build Plate Adhesion Type Тип прилипания к платформе | Различные варианты, которые помогают улучшить прилипание пластика к платформе. Кайма добавляет однослойную плоскую область вокруг основания печатаемой модели, предотвращая её деформацию. Подложка добавляет толстую сетку с крышей под модель. Юбка - это линия, печатаемая вокруг модели, но не соединённая с ней. | Кайма |
| Print Cylindrical Raft Печать цилиндрической подложки | Включает печать цилиндрической подложки при печати в режиме 5D Spiral Full | Выкл |
¶ Настройки для печати непрерывным углеволокном
После добавления принтера с возможностью печати непрерывными волокнами убедитесь, что в профиле экструдера Fiber Extruder выбрано правильное волокно. Выбрать необходимое волокно можно в выпадающем меню Material
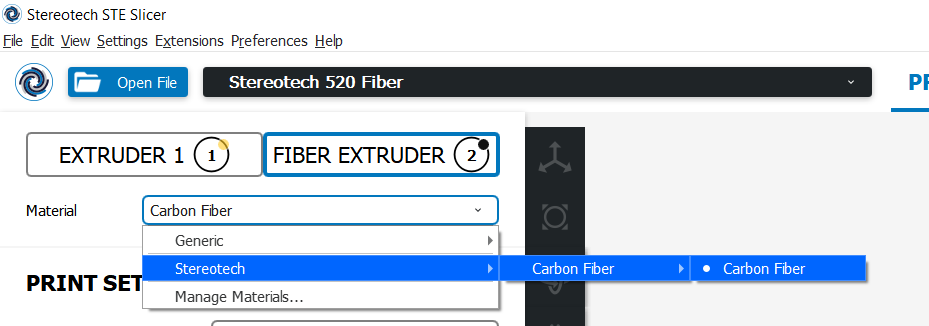
Доступные параметры показаны на рисунке ниже
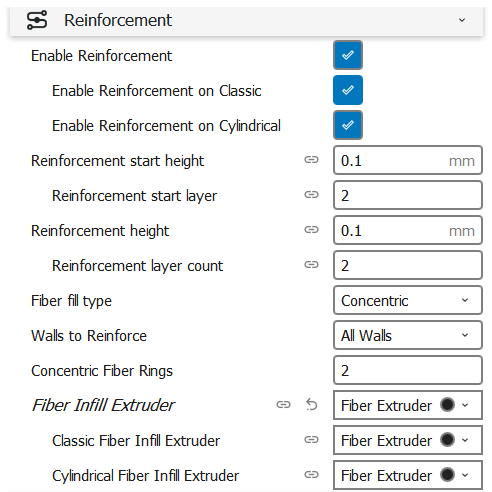
Не забудьте указать Fiber Extruder в настройке Fiber Infill Extruder для того, чтобы армирующее заполнение печаталось экструдером с непрерывным волокном
| Параметр | Доступность в режимах печати | Описание | Значение по умолчанию |
|---|---|---|---|
| Enable Reinforcement | Все | Включает / Выключает возможность печати непрерывным волокном Управляет видимостью некоторых настроек в разделе Reinforcement | Выкл |
| Enable Reinforcement on Classic | Все | Включает / Выключает возможность печати непрерывным волокном в плоских слоях Управляет видимостью некоторых настроек в разделе Reinforcement | Выкл |
| Enable Reinforcement on Cylindrical | Все | Включает / Выключает возможность печати непрерывным волокном в цилиндрических слоях Управляет видимостью некоторых настроек в разделе Reinforcement | Выкл |
| Reinforcement start height | Все | Высота в мм, начиная с которой будет рассчитываться укладка непрерывного волокна | 0.1 мм |
| Reinforcement start layer | Все | Высота в слоях, начиная с которой будет рассчитываться укладка непрерывного волокна | 2 |
| Reinforcement height | Все | Высота в мм, в течение которой будет рассчитываться укладка непрерывного волокна, начиная с Reinforcement start height | 0.1 мм |
| Reinforcement layer count | Все | Количество слоев, в течение которых будет рассчитываться укладка непрерывного волокна, начиная с Reinforcement start layer | 2 |
| Bottom Layers | Classic | Количество сплошных слоев из полимера, на которые будет укладываться непрерывное волокно | 4 |
| Top Layers | Classic | Количество сплошных слоев из полимера, которые печатаются над слоями с непрерывным волокном | 1 |