¶ Пусконаладочные работы
Пусконаладка принтера – комплекс работ, который включает в себя процесс проверки работоспособности принтера, калибровку модуля 3D и 5D, выполнение тестовых печатей в двух режимах (3D, 5D Spiral Full) и анализ результатов печати.
¶ Проверка работоспособности
Проверка работоспособности принтера – процесс, который включает в себя визуальный осмотр принтера и его модулей, а также проверку выполнения принтером его функций: способность нагревать 3D платформу и экструдеров до нужной температуры, беспрепятственно перемещаться печатающей головкой по осям X, Y, 3D модулем по оси Z, 5D модулем по осям Z, А, C, а так же подавать через соответствующие экструдеры поддерживаемые материалы печати.
-
Проведите визуальный осмотр принтера. Есть ли конденсат на металлических элементах: модуль 5D, внутренняя камера, нагревательная платформа (модуль 3D), печатающая головка, кинематика X/Y – портал и продольные рельсы с частями профиля, на которых они закреплены. Не нарушена ли целостность корпуса?
Сделайте фотографии принтера и модулей:
• общий план принтера со всех сторон (включая донную часть)
• крупно – модулей 3D и 5D, так, чтобы было видно вилку для подключения к принтеру, концевик (у 5D модуля)
• крупно – печатающую головку, так чтобы было видно оба принтблока и турбины охлаждения
• крупно – разъёмы для подключения модулей 5D и 3D (находятся внутри камеры) и разъемы питания и Ethernet (на задней стенке, снаружи принтера). -
Подключите принтер к сети электропитания, подключить принтер к сети кабелем Ethernet.
-
Проверьте подключение 5D модуля в разъем. Удалите транспортировочные стяжки.
-
Включите принтер тумблером. Загорелась подсветка? Включился экран? Изображение на экране без дефектов? Модуль корректно определяется принтером на вкладке «Печать»?
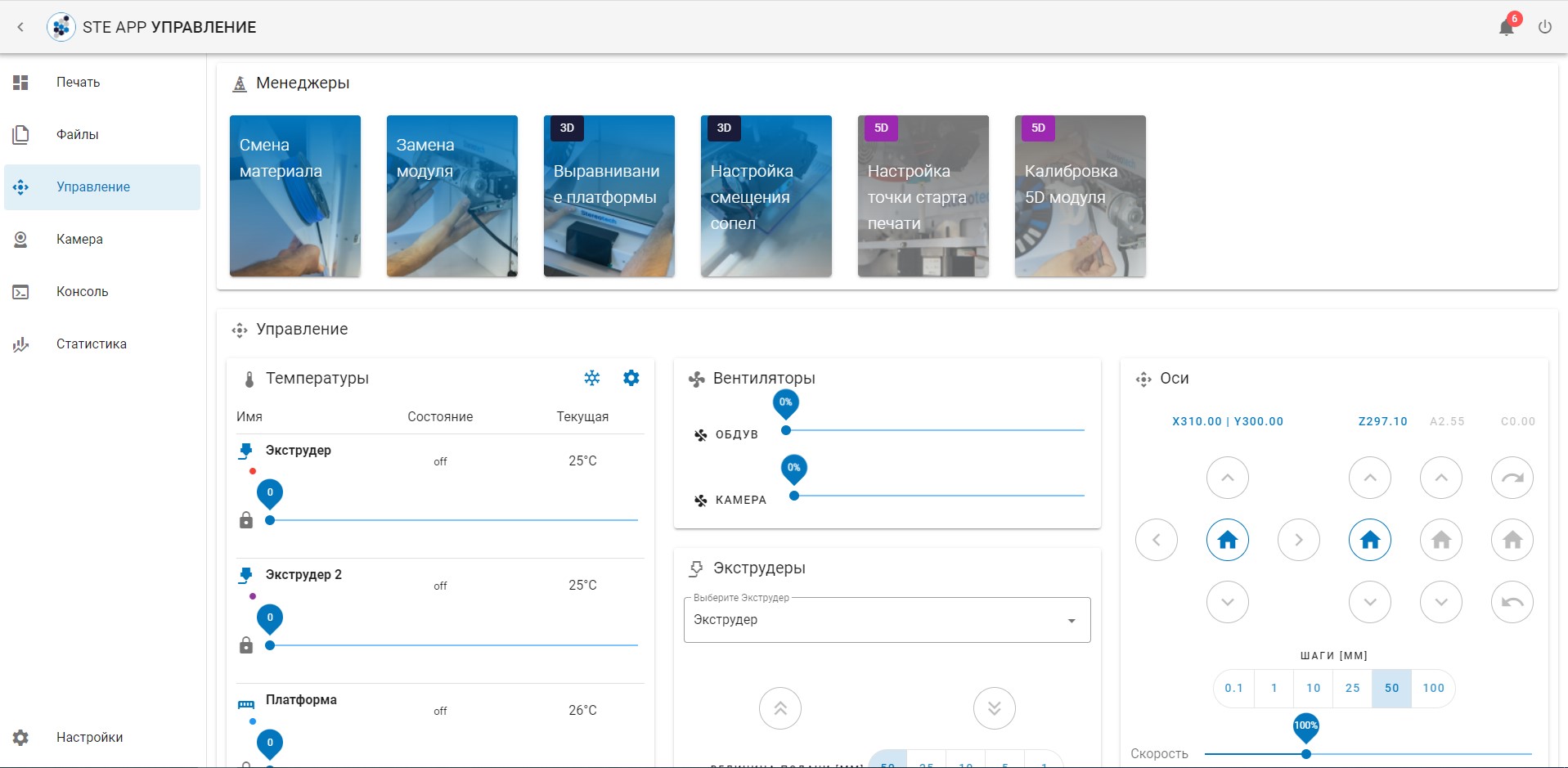
- Перейдите на вкладку «Управление». Запаркуйте поочередно оси A, Z, X/Y. Перед парковкой оси дождитесь, пока запаркуется предыдущая ось. Не было столкновений? Выберите шаг 100 мм. Переместите ось Z вверх, нажав кнопку со стрелкой «вверх» (находится под надписью Z). Выберите шаг 25 мм. Наклоните ось А «вверх» (находится под надписью А). Поверните ось С, нажав кнопки поворота (находятся под надписью С). Переключите шаг с 25 мм на 100 мм. Направьте печатающую головку влево, нажав кнопку со стрелкой «влево» (находится под надписью X / Y). Направьте печатающую головку «на себя», нажав кнопку со стрелкой «вниз» (находится под надписью X / Y). Переключите шаг на 50 мм. Направьте печатающую головку «вправо», нажав кнопку со стрелкой «вправо» (находится под надписью X / Y). Направьте печатающую головку «от себя», нажав кнопку со стрелкой «вверх». Запаркуйте оси А, С, Z, X/Y (в таком порядке).
.png)
-
Включить вентиляторы ПГ, камеры. Визуально проверьте, вращаются ли вентиляторы. Ощущается движение воздуха от них?
-
Выключите принтер. Кнопка выключения выделена стрелкой на скриншоте ниже. Когда экран погаснет, выключите тумблер на задней части принтера (наружная часть). Подсветка камеры отключится после выключения тумблером.
.png)
-
Отключите разъем 5D модуля, закройте разъем эластичной крышкой. Ослабьте крепеж модуля и снимите его. Установите нагревательную платформу и закрепите ее. Подключите разъем в соответствующее гнездо.
-
Включите принтер. Перейдите на вкладку «Печать» и проверьте как принтер идентифицирует модуль (аналогично с пунктом 4). Перейдите на вкладку «Управление». Убедитесь, что в разделе «Температуры» появился индикатор температуры платформы, в разделе «Менеджеры» активны менеджеры, предназначенные для настройки нагревательной платформы.
- Перейти на вкладку Управление. Убедитесь, что под платформой нет посторонних предметов и ничего не мешает 3D модулю запарковаться. Запарковать оси Z, X/Y. Не было столкновений? Выберите шаг 100 мм и направьте ось Z вверх, нажав кнопку со стрелкой «вверх» (находится под надписью Z). Направьте печатающую головку влево, нажав кнопку со стрелкой «влево» (находится под надписью X / Y). Направьте печатающую головку «на себя», нажав кнопку со стрелкой «вниз» (находится под надписью X / Y). Переключите шаг на 50 мм. Направьте печатающую головку «вправо», нажав кнопку со стрелкой «вправо» (находится под надписью X / Y). Направьте печатающую головку «от себя», нажав кнопку со стрелкой «вверх» (находится под надписью X / Y). Снова запаркуйте ось Z и X/Y.
.png)
-
На вкладке «Управление» найдите раздел «Температуры» и нагрейте платформу 100 градусов. Температура остановилась на заданном уровне? Нажмите на кнопку с изображением снежинки и нагрев отключится. Теперь нагрейте Экструдер 1 (левый экструдер) до 240 градусов. Температура установилась на заданном уровне? Отключите нагрев. Теперь нагрейте Экструдер 2 до 240 градусов. Температура установилась на заданном уровне? Отключите нагрев.
-
Установите пластик на левую дверцу и запустите менеджер загрузки материала (нужно выбрать первый экструдер). Следуйте подсказкам менеджера. Температуру печати пластика вы можете посмотреть на коробке с филаментом (для PLA – от 200 до 220 градусов, ABS – 240 градусов). Пластик успешно продавился?
-
Установите пластик на правую дверцу и загрузите его в правый экструдер через менеджер загрузки (теперь нужно выбрать второй экструдер). Пластик продавился?
-
Очистите сопла от налипшего пластика с помощью щипцов.
-
Запустите менеджер выравнивания стола и следуйте инструкции. На первом шаге Вам нужно поднять стол до момента соприкосновения стекла нагревательной платформы и кончика сопла. Сопло должно коснуться оснастки, но чрезмерного вдавливания быть не должно. Добившись такого результата нажмите кнопку “Далее”. На следующем этапе сопло подъедет к дальней точке стола. В этом месте расположен один из трех регулировочных винтов. С его помощью вы можете поднять или опустить стол в данной точке. Отрегулируйте платформу винтом так, чтобы сопло касалось поверхности стекла. Нажмите кнопку “Следующая точка”. Теперь сопло подъедет к левому ближнему (к Вам) краю платформы. Отрегулируйте высоту платформы в данной точке с помощью винта и нажмите “Следующая точка”. Далее нужно отрегулировать высоту в правом ближнем углу. Если вы хотите еще раз проверить высоты в трех точках стола, то нажмите “Следующая точка“. Если Вы готовы завершить настройку, то нажмите “Далее”.
¶ Калибровка модулей 3D и 5D, запуск тестовых печатей
-
Выключите принтер. Установите модуль 3D (нагревательную платформу), ближний край платформы приподнимите вверх и закрепите ее. Во время закрепления платформы старайтесь удерживать её в ровном положении.
Подключите разъем модуля в соответствующее гнездо принтера. -
Включите принтер. Очистите поверхность сопла от остатков пластика с помощью пинцета. Если капли пластика не очищаются, то перейдите на вкладку «Управление» раздел «Температуры» и нагрейте экструдер до 200 градусов. Очистите сопло и отключите нагрев (кнопка с изображением снежинки).
-
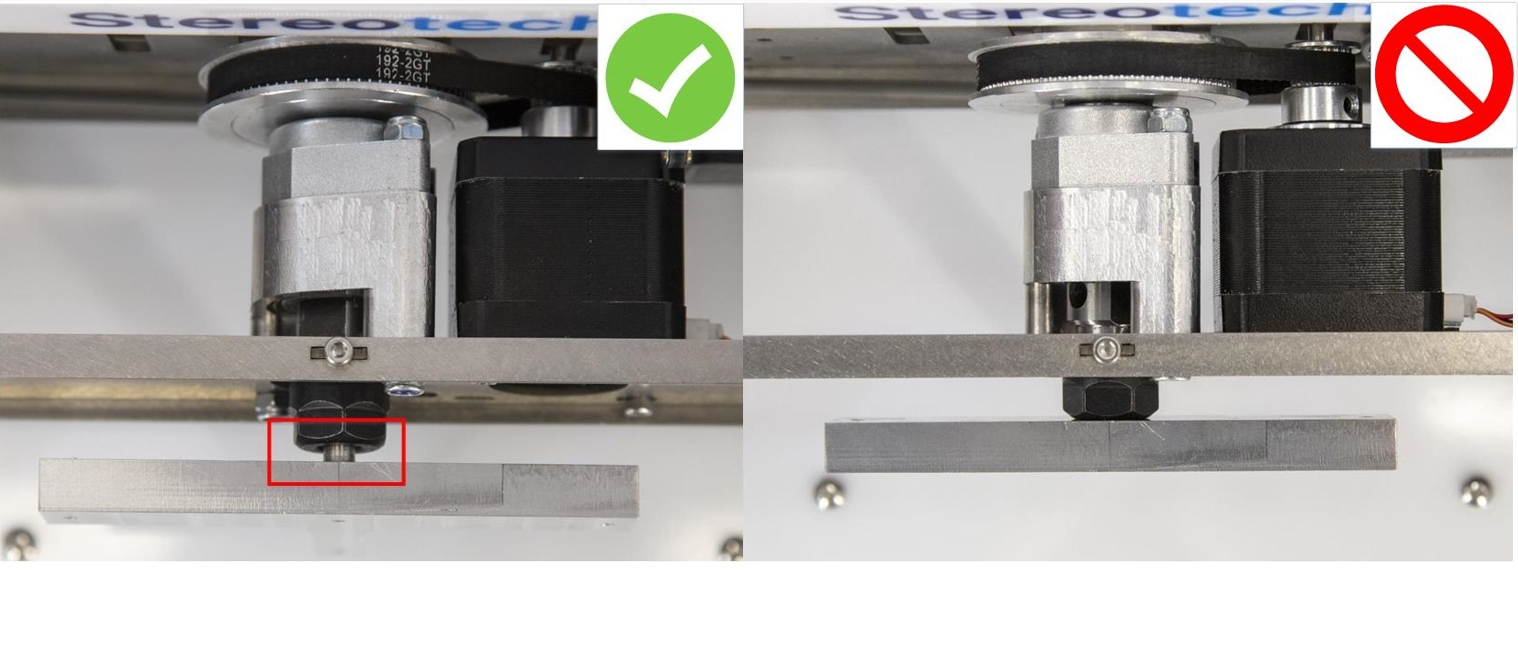
Теперь нужно выровнять положение регулировочных винтов 3D модуля. Приведите регулировочные винты в положение среднего затяжения для того, чтобы во время калибровки была возможность как ослабить, так и сильнее закрутить их.
.jpg)
.jpg)
Перейдите на вкладку «Управление» раздел «Менеджеры». Запустите менеджер «Выравнивание платформы». Следуйте инструкции. На первом шаге Вам нужно поднять стол до момента соприкосновения стекла нагревательной платформы и кончика сопла. Сопло должно коснуться оснастки, но чрезмерного вдавливания быть не должно. Добившись такого результата нажмите кнопку “Далее”. На следующем этапе сопло подъедет к дальней точке стола. В этом месте расположен один из трех регулировочных винтов. С его помощью вы можете поднять или опустить стол в данной точке. Отрегулируйте платформу винтом так, чтобы сопло касалось поверхности стекла. Нажмите кнопку “Следующая точка”. Теперь сопло подъедет к левому ближнему (к Вам) краю платформы. Отрегулируйте высоту платформы в данной точке с помощью винта и нажмите “Следующая точка”. Далее нужно отрегулировать высоту в правом ближнем углу. Если вы хотите еще раз проверить высоты в трех точках стола, то нажмите “Следующая точка“. Если Вы готовы завершить настройку, то нажмите “Далее”.
-
Перейдите на вкладку «Управление» раздел «Менеджеры». Запустите менеджер «Автокалибровка», который позволит принтеру построить карту высот для поверхности стола с помощью автоматического датчика. Следуйте инструкциям на экране.
-
Если пластик не загружен в принтер, то перейдите на вкладку «Управление», запустите менеджер загрузки материала и следуйте инструкциям на экране. Загрузите филамент в главный экструдер (расположен слева, принтером он распознается как «Экструдер»).
-
Нанесите клей-адгезив на стекло нагревательной платформы, салфеткой равномерно распределите клей по области печати.
-
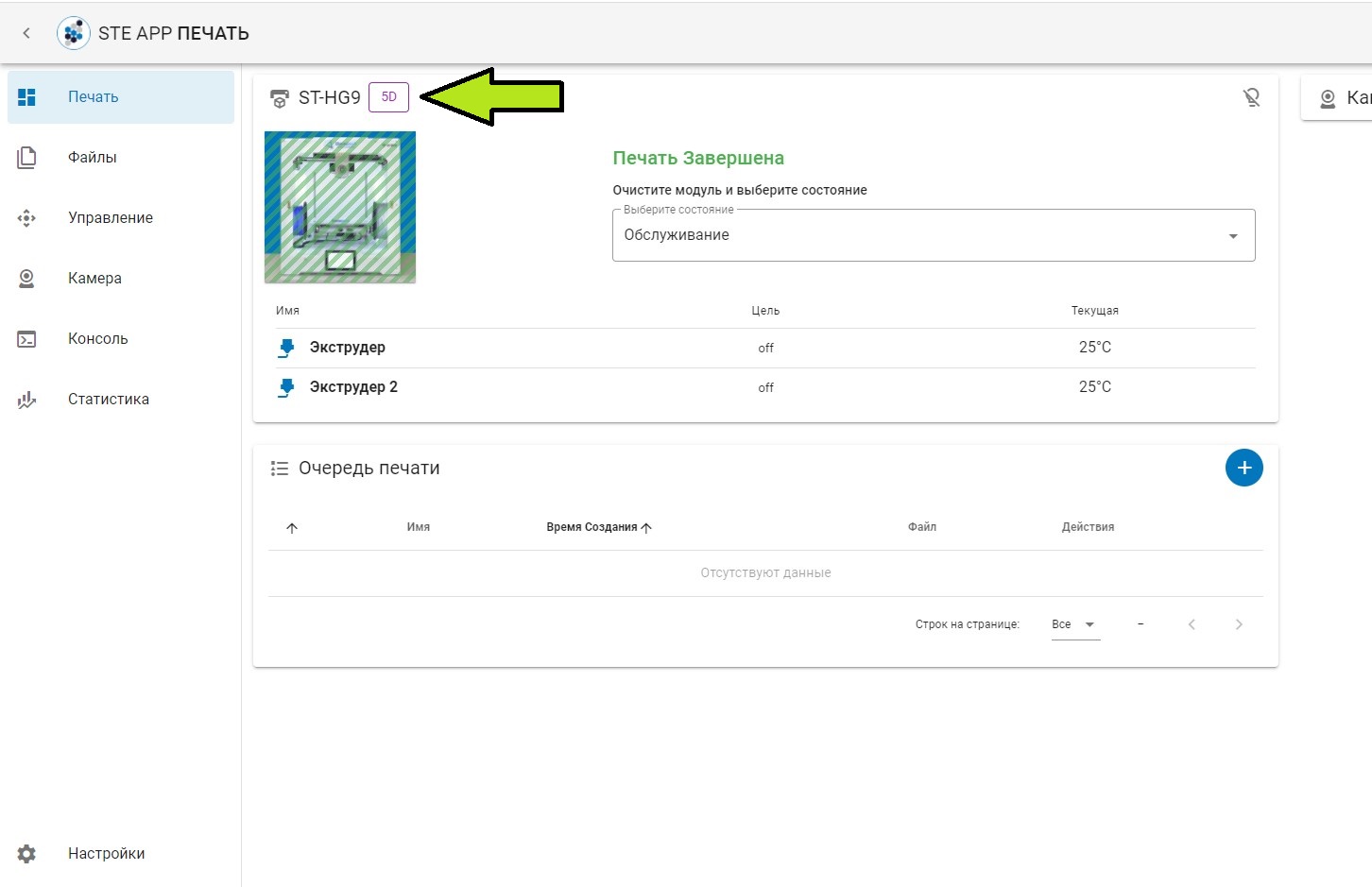
На принтере перейдите на вкладку «Файлы» и выберите файл «STEH530V5_КУБ 20 мм XYZ PLA». В нем хранится управляющая программа для тестовой печати в 3D режиме. Нажав на название файла, создайте задание печати. Задание печати появится в таблице «Очередь печати». Переведите принтер из состояния «Обслуживание» в «Ожидание».
.jpg)
-
Принтер нагреет платформу, затем экструдер. После нагрева начнется печать. Проконтролируйте печать первого слоя. Если зазор недостаточен или, наоборот, излишне большой, то отрегулируйте платформу винтами или воспользуйтесь функцией «Сдвиг осей».
-
После завершения печати дождитесь пока поверхность нагревательной платформы остынет до комнатной температуры и снимите готовую деталь. Для легкого снятия детали воспользуйтесь шпателем. Если деталь не отделяется от платформы, то снимите стекло с деталью, отодвинув скобы, и промойте его холодной проточной водой.
-
Проведите визуальный осмотр напечатанной детали. На поверхности не должно быть пропусков и нарушения формы куба. Необходимо учитывать, что разные пластики обладают разной усадкой, а также параметры печати оказывают влияние на геометрию напечатанной детали.
-
Выключите принтер. Снимите 3D модуль, отключите его из разъема. Установите модуль 5D и закрепите его. Подключите разъем модуля в соответствующее гнездо принтера.
-
Включите принтер. Очистите поверхность сопла от остатков пластика. Если капли пластика не очищаются, то перейдите на вкладку «Управление» раздел «Температуры» и нагрейте экструдер до 200 градусов. Очистите сопло и отключите нагрев (кнопка с изображением снежинки).
-
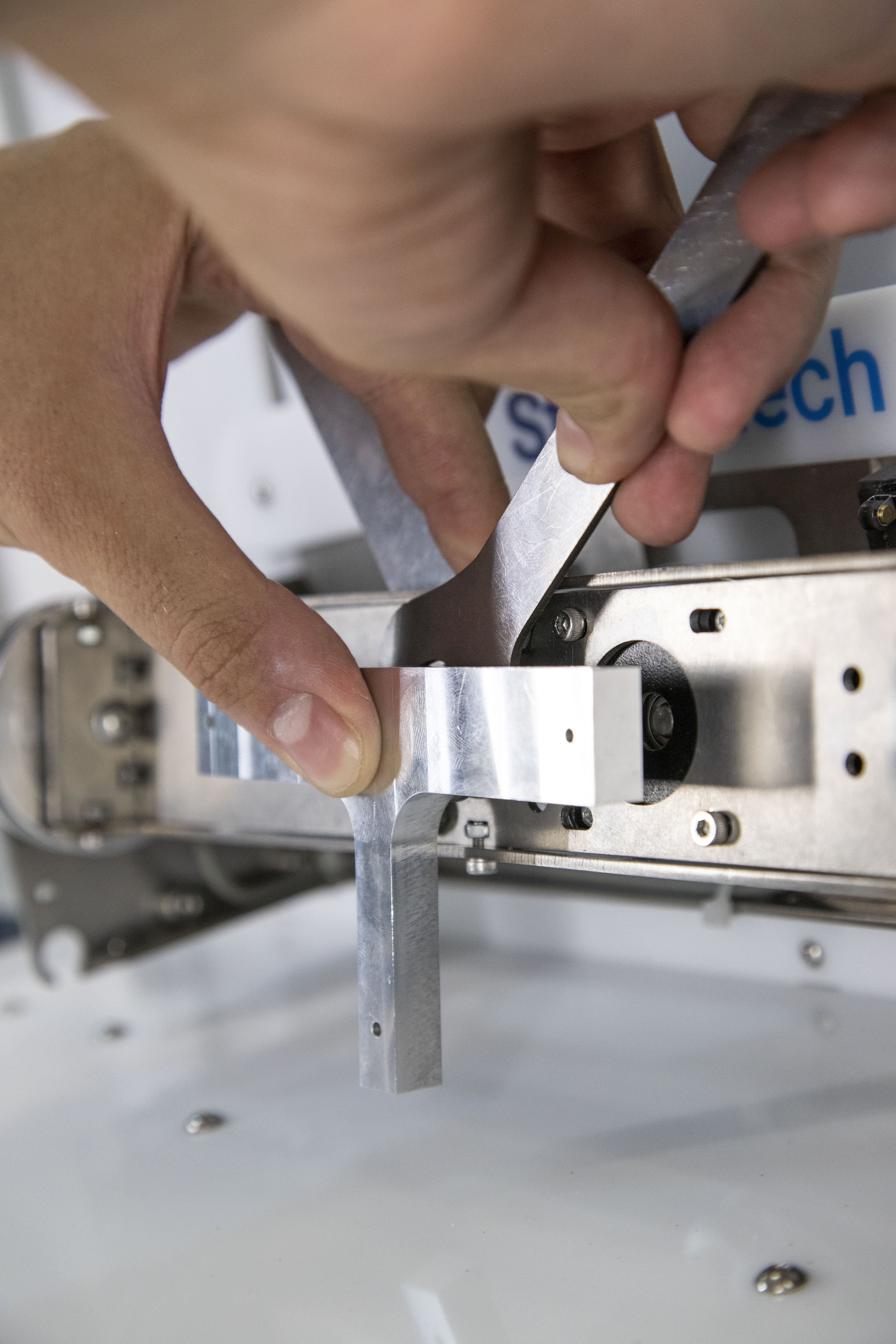
После установки модуля его необходимо откалибровать по осям X, Y, Z и A. Возьмите шаблон из комплекта поставки и установите его в цангу (фотография приведена ниже).
Для того, чтобы зафиксировать шаблон в модуле возьмите два ключа из пенала. Отключите двигатели принтера (вкладка «Управление», раздел «Оси», кнопка с зачеркнутым двигателем). Одним ключом зафиксируйте вал, закрепив его в пазе. Другим ключом затяните крепежную гайку так, чтобы шаблон не вращался. Шаблон нужно установить "буквой T" как показано на фотографии ниже. Для более точного позиционирования вращайте ось «С» с помощью раздела «Оси».
Перейдите на вкладку «Управление» и запустите менеджер «Автокалибровка 5D». Следуйте инструкциям на экране. После окончания процесса автоматической калибровки настраивается положение шаблона по оси Z. Поднимите 5D модуль с шаблоном, пока сопло основного экструдера не коснётся верхней грани. Сопло не должно вдавливаться в поверхность шаблона!
Калибровка смещения по XY проводится при первом запуске принтера, а также в том случае, если при печати в режиме 5D Full наблюдается большое смещение сердечника относительно основной части детали. В ином случае данный шаг следует пропустить.
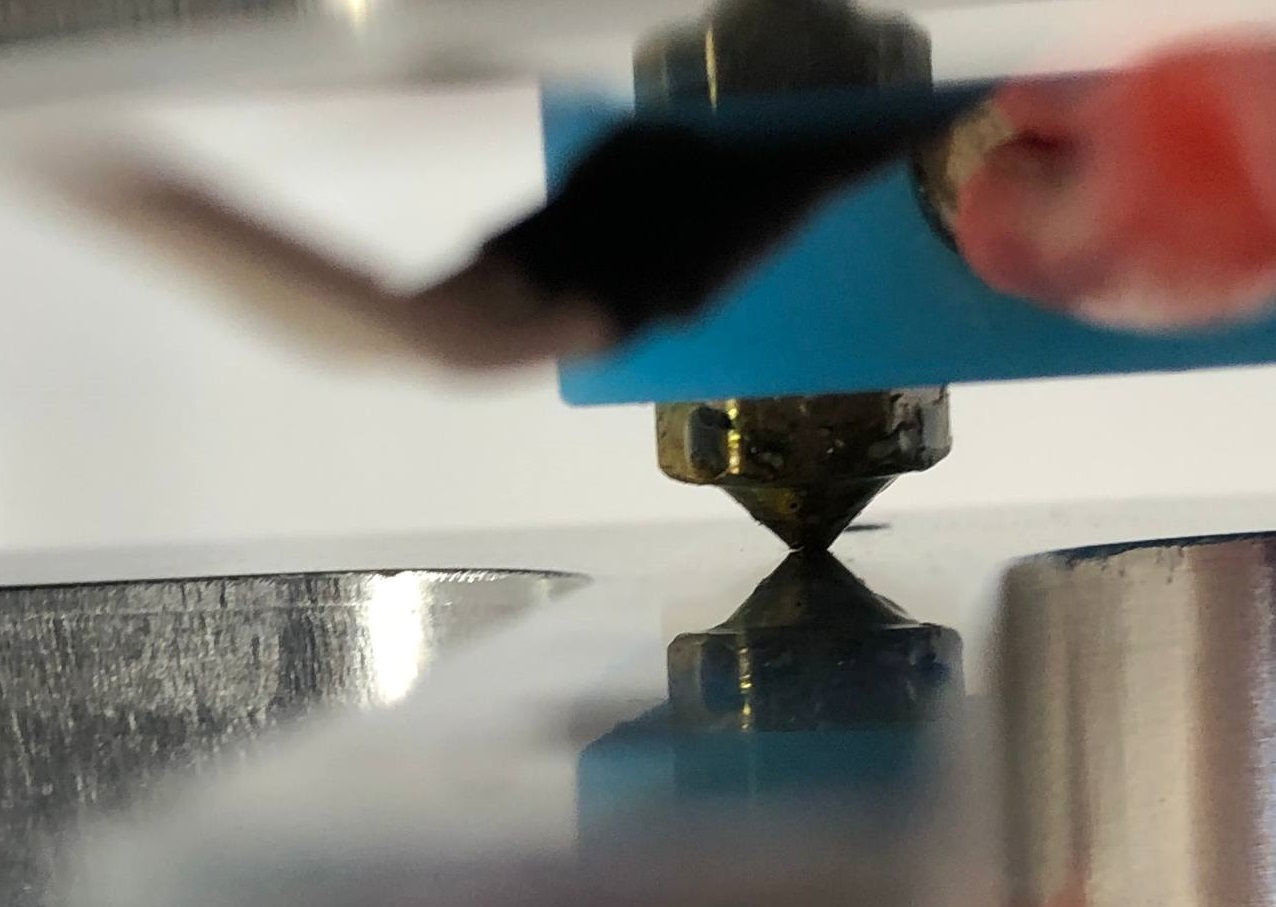
При калибровке смещения по XY необходимо установить сопло по центру ближайшего отверстия на калибровочном шаблоне. Установка точного положения по Z здесь не имеет значения, управление осью Z предназначено только для совмещения сопла с отверстием.
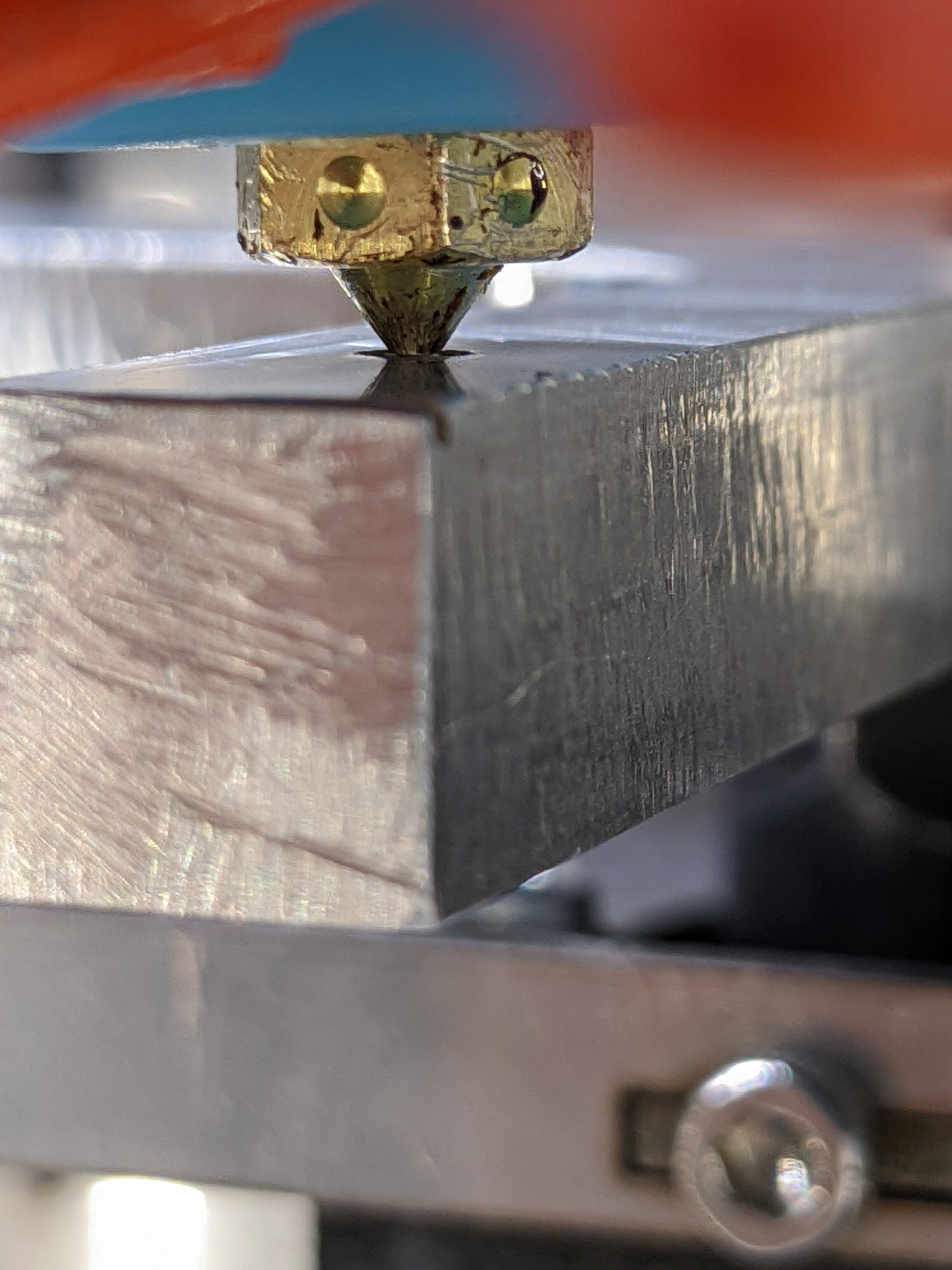
Для более простой ориентации сопла относительно отверстия можно воспользоваться режимом макросъемки Вашего смартфона. Проконтролируйте положение сопла по оси X (вид на сопло спереди) и по оси Y (для этого нужно навести камеру смартфона на сопло справа или слева).

После завершения калибровки можно не снимать датчик, так как он понадобится на следующем шаге.
- Возьмите оснастку длиной 60 мм. Наклейте на оснастку два слоя малярного скотча и нанесите на него клей-адгезив. Закрепите оснастку в 5D модуле.
.jpg)
Запустите менеджер «Автонастройка точки старта печати» и следуйте инструкциям на экране. Выберите настройку «5D Spiral Full». После завершения калибровки снимите датчик и установите его в специальный держатель.

-
Перейдите на вкладку «Файлы» и выберите файл «STEH530V5_PLA_5DSF_Куб_тест_20mm». В нем хранится управляющая программа для тестовой печати в 5D Spiral Full режиме. Нажав на название файла, создайте задание печати. Задание печати появится в таблице «Очередь печати». Переведите принтер из состояния «Обслуживание» в «Ожидание».
-
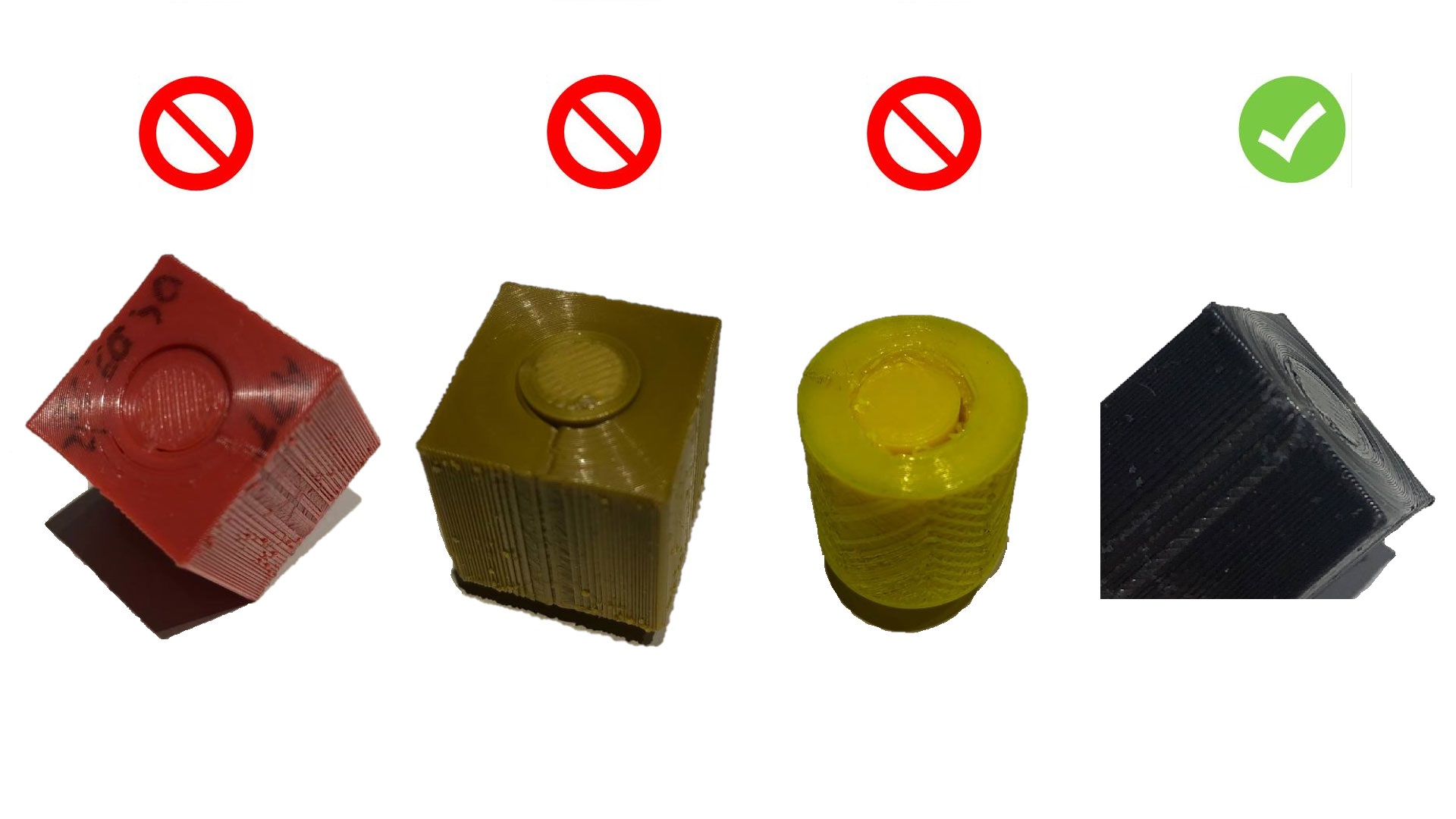
Проконтролируйте печать первого слоя. Спиральная подложка не должна печататься слишком высоко от оснастки или вдавливаться в нее, выходить за границы торца оснастки или не доходить до него. Если вы видите, что печать идет неправильно, то отмените печать и вернитесь к шагу 14.
-
После окончания печати снимите оснастку с модуля. Проверьте качество напечатанной детали: на поверхности не должно быть пропусков и нарушение формы. Допускается появление нитей на поверхности изделия. Если у напечатанной детали проявился эффект конусности или сердечник напечатался не вровень с поверхностью с детали, то перейдите на шаг 14 и повторите калибровку шаблоном и установку точки старта печати. Если сердечник детали располагается не вровень с остальной частью, то задайте точку старта печати заново.