¶ Обзор
Консоль предназначена для ручной отправки команд принтеру. Ввод команд осуществляется в поле Отправить Код. Ниже отображается история отправленных запросов (выделены Синим) и ответы принтера.
При нажатии на отправленную ранее команду она подставляется в поле Отправить код. Таким образом можно повторить отправку команды
.png)
Справа от поля отправки расположены 2 кнопки:
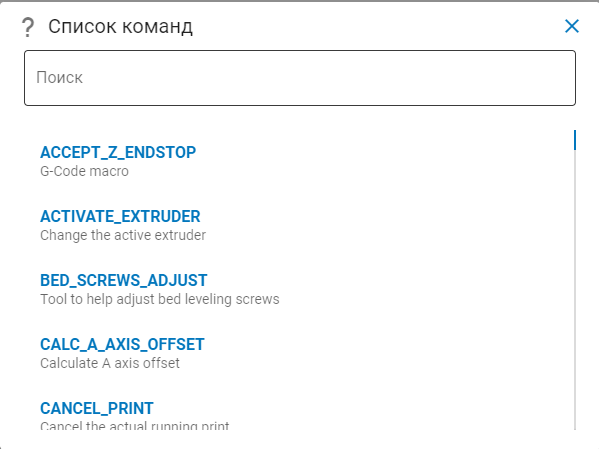
- Справка
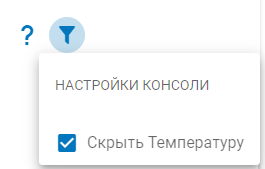
- Фильтр
Справка отображает список дополнительных команд (помимо основных, описанных в https://stereotech.atlassian.net/wiki/spaces/SA2/pages/218628880#Список-поддерживаемых-команд), поддерживаемых принтером. Поле поиска позволяет отфильтровать список
Фильтрация позволяет скрыть команды, связанные с нагревательными элементами (включено по умолчанию)
¶ Список поддерживаемых команд
Printer supports the following standard G-Code commands:
- Move (G0 or G1): G1 [X<pos>] [Y<pos>] [Z<pos>] [E<pos>] [F<speed>]
- Dwell: G4 P<milliseconds>
- Move to origin: G28 [X] [Y] [Z]
- Turn off motors: M18 or M84
- Wait for current moves to finish: M400
- Use absolute/relative distances for extrusion: M82, M83
- Use absolute/relative coordinates: G90, G91
- Set position: G92 [X<pos>] [Y<pos>] [Z<pos>] [A<pos>] [C<pos>] [E<pos>]
- Set speed factor override percentage: M220 S<percent>
- Set extrude factor override percentage: M221 S<percent>
- Set acceleration: M204 S<value> OR M204 P<value> T<value>
o Note: If S is not specified and both P and T are specified, then the acceleration is set to the minimum of P and T. If only one of P or T is specified, the command has no effect.
• Get extruder temperature: M105
• Set extruder temperature: M104 [T<index>] [S<temperature>]
• Set extruder temperature and wait: M109 [T<index>] S<temperature>
o Note: M109 always waits for temperature to settle at requested value
• Set bed temperature: M140 [S<temperature>]
• Set bed temperature and wait: M190 S<temperature>
o Note: M190 always waits for temperature to settle at requested value
• Set fan speed: M106 S<value>
• Turn fan off: M107
• Emergency stop: M112
• Get current position: M114