Настройка резонансных частот позволяет значительно улучшить качество печати на высоких скоростях, компенсируя вибрации, которые возникают при резком разгоне и торможении печатающей головки и стола. Эти вибрации проявляются на изделиях в виде волн или ряби.
Прошивка принтеров Stereotech содержит усредненные (оптимальные по умолчанию) значения резонансных частот. Однако если при скоростной печати вы наблюдаете дефекты в виде ряби на поверхности, рекомендуется провести калибровку для определения точных значений, характерных для вашего конкретного принтера.
Для поиска значений резонансных частот необходимо произвести печать тестового образца, по результатам печати рассчитать значения частот и установить полученные результаты в соответствующих настройках принтера.
¶ Порядок действий
1. В консоли задайте команду
SET_VELOCITY_LIMIT ACCEL=7000 VELOCITY=300 MINIMUM_CRUISE_RATIO=0 SQUARE_CORNER_VELOCITY=5
Для проверки применения указанных выше параметров можно ввести команду:
SET_VELOCITY_LIMIT
2. Следующей командой обнулите значение настройки pressure advanced
SET_PRESSURE_ADVANCE ADVANCE=0
3. Задайте значения резонансных частот равными 0
SET_INPUT_SHAPER SHAPER_FREQ_X=0 SHAPER_FREQ_Y=0
4. Введите команду, позволяющую сделать эхо максимально выраженным
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1250 FACTOR=100 BAND=5
Эта команда будет увеличивать ускорение каждые 5мм высоты на 500мм/ с2, начиная с 1500 мм/с2.
Параметры, заданные по п. 1-4 актуальны до перезагрузки принтера/прошивки. В случае, если произошла перезагрузка, а тест вы не закончили, необходимо повторить шаги по п. 1-4.
5. Распечатайте тестовую модель
Файл тестового задания составлен для печати материалом Petg для сопла с экструзионным отверстием равным 0,4мм. Материал для проведения этого теста может быть любой, однако, если вы планируете печать тестового задания другим пластиком, измените параметры температуры и обдува в соответствии с выбранным материалом. В случае проведения теста соплом отличного размера экструзионного отверстия, измените значение ширины линии.
Не вращайте модель. На задней части модели есть отметки X и Y. Обратите внимание, что они расположены поперёк осей движения печатающей головы. Это сделано специально, данные метки можно использовать в качестве ориентира, так как они показывают на какой оси происходят вибрации.
6. Проанализируйте распечатанную модель
Для ориентирования используйте метки X и Y на задней части модели. Измерения со стороны метки X следует использовать для оси X, а со стороны метки Y для Y соответственно.
7. Вычислите частоту резонанса для оси X и Y
v=V·N/D, где
V - скорость для внешних периметров мм/с;
N – число колебаний;
D – расстояние между колебаниями, мм.
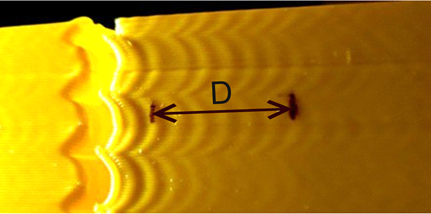
Для расчета частоты резонанса измерьте расстояние D между несколькими колебаниями на стороне с отметками X и Y рядом с выемкой, отступив на 1-2 колебания. На примере выше расстояние D равно 12,14 мм
Подсчитайте сколько колебаний N (число волн) находится в измеренном расстоянии D. На примере выше число колебаний равно 6.
Скорость печати на примере составляет 100 мм/с.
Резонансная частота (для примера выше) равна:
v=100*6/12,14=49,4 Гц.
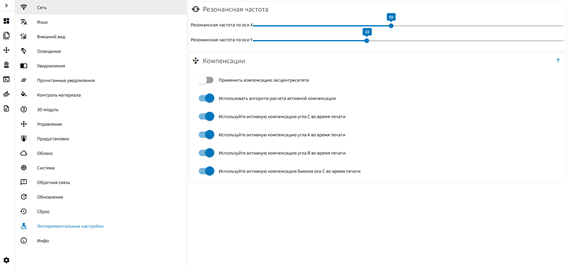
8. В разделе «Экспериментальные настройки принтера» установите ползунок «Резонансная частота по оси Y» и «Резонансная частота по оси X» согласно рассчитанным значениям по п. 7
9. После установки значений резонансных частот необходимо вернуть значения параметров по п.1 к исходным
SET_VELOCITY_LIMIT ACCEL=1500 VELOCITY=200 MINIMUM_CRUISE_RATIO=0.5 SQUARE_CORNER_VELOCITY=2.5