¶ Настройка профиля для двухэкструдерной печати
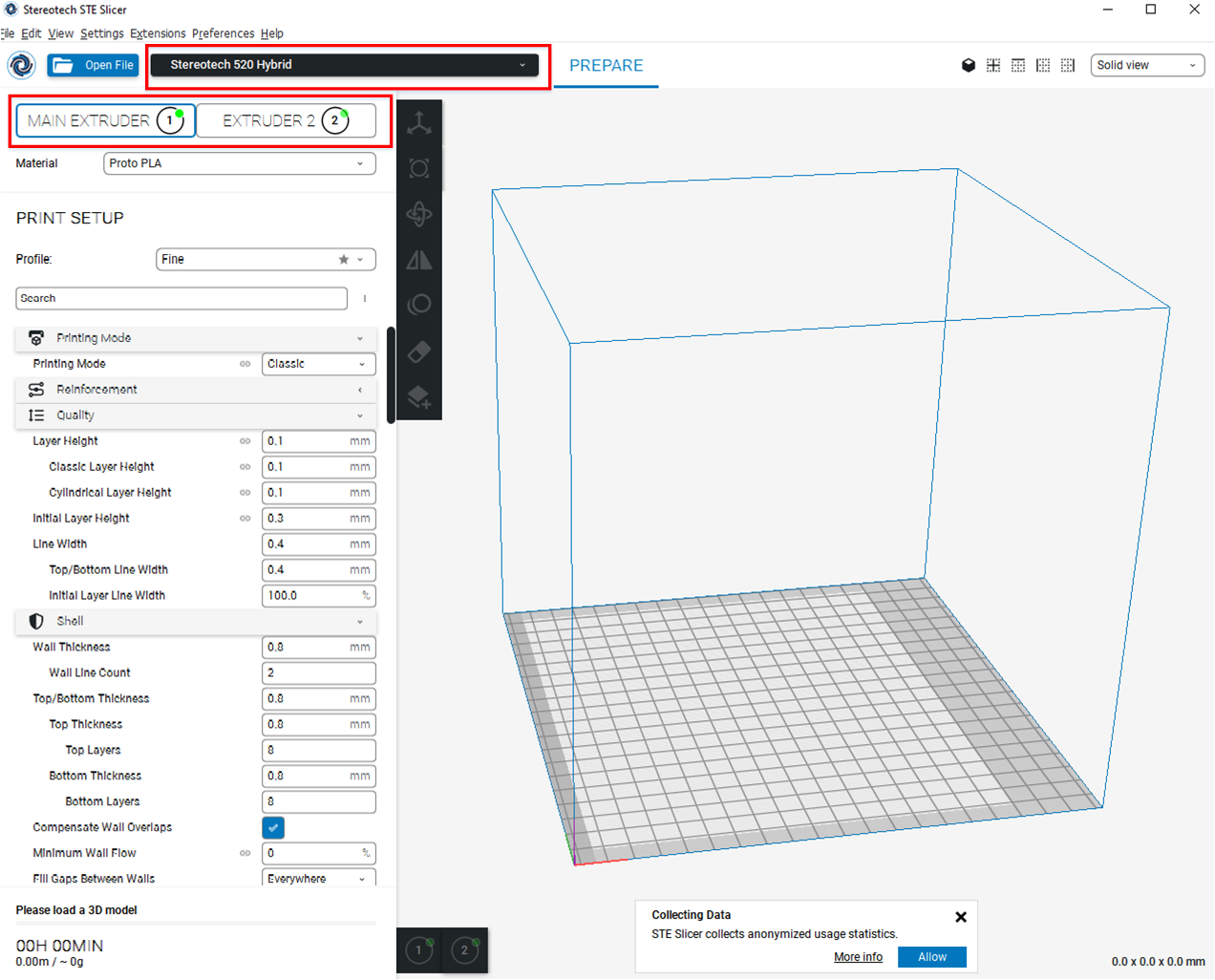
- Открываем ПО STE Slicer. Убедимся, что выбран правильный профиль принтера (Stereotech 520 Hybrid), оба экструдера включены (если правый экструдер выключен - следует нажать ПКМ и выбрать опцию Enable Extruder):
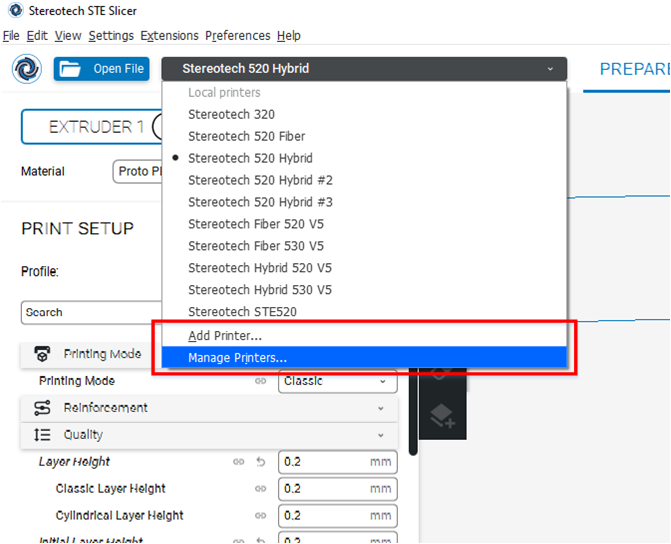
- В выпадающем списке профилей принтеров выберем опцию "Manage Printers", затем перейдём в окно настроек принтера (Machine Settings) и переключимся на вкладку второго экструдера (Extruder 2)
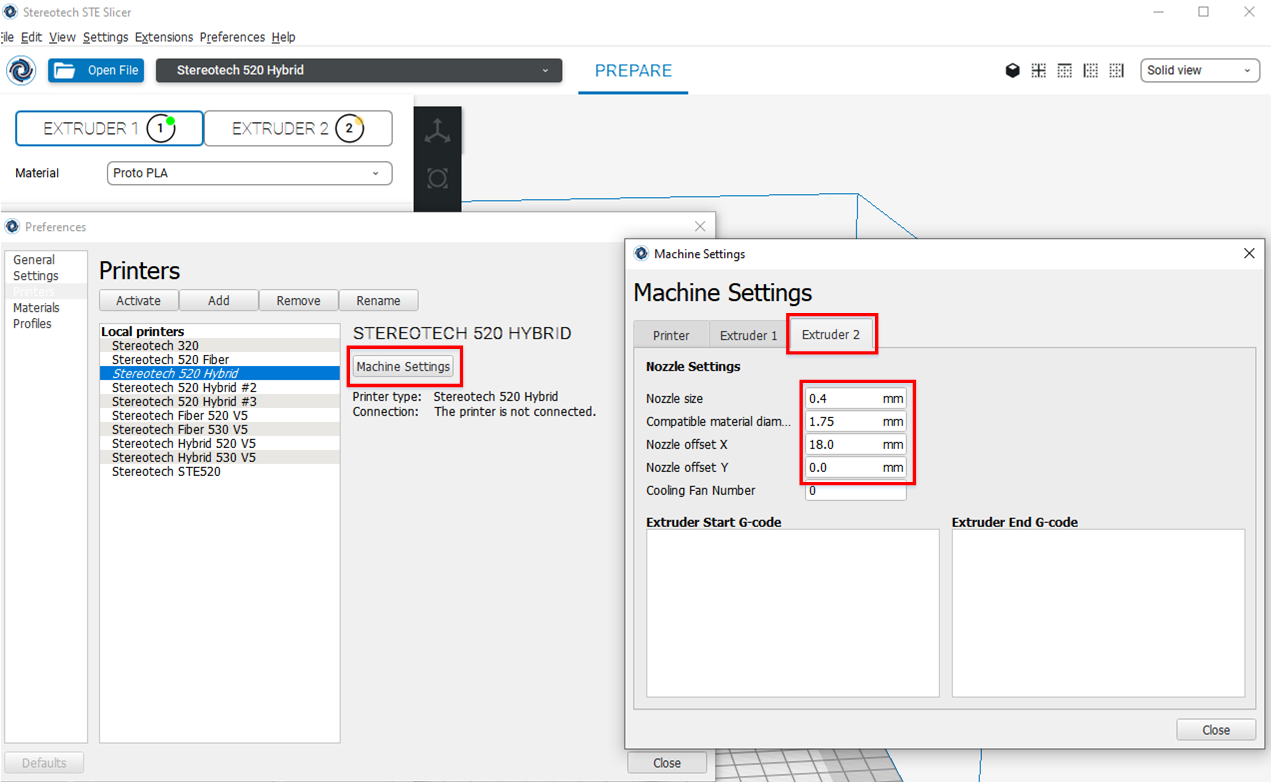
- Проверяем параметры второго экструдера: смещение по оси X = 18 мм, по оси Y = 0, диаметр сопла 0,4 мм.
¶ Калибровка и тестовая печать PLA-PLA
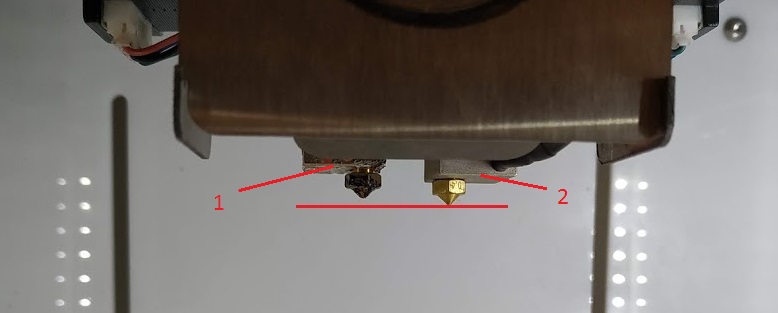
- Ослабляем второй принтблок, опускаем ниже первого. Если на каком-либо из сопел есть остатки пластика (в нашем случае на первом), прогреваем его.
- Поднимаем стол до положения Z=0. Фиксируем второй принтблок. После фиксации между столом и соплами не должно быть зазора.
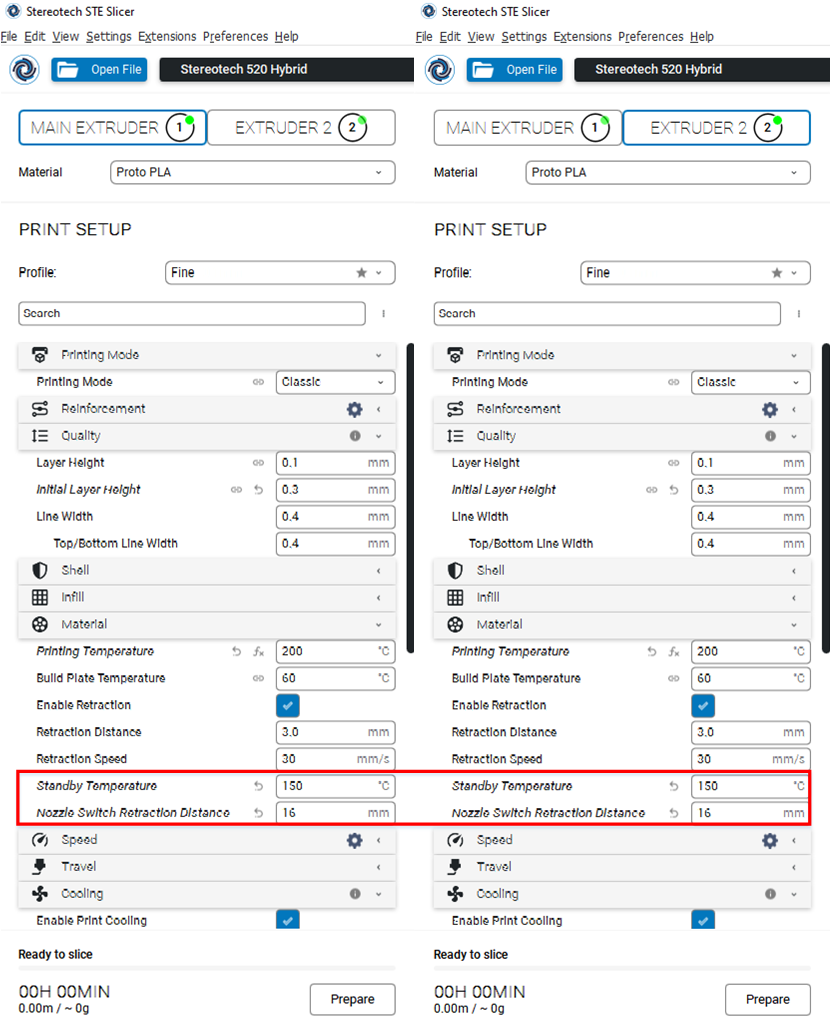
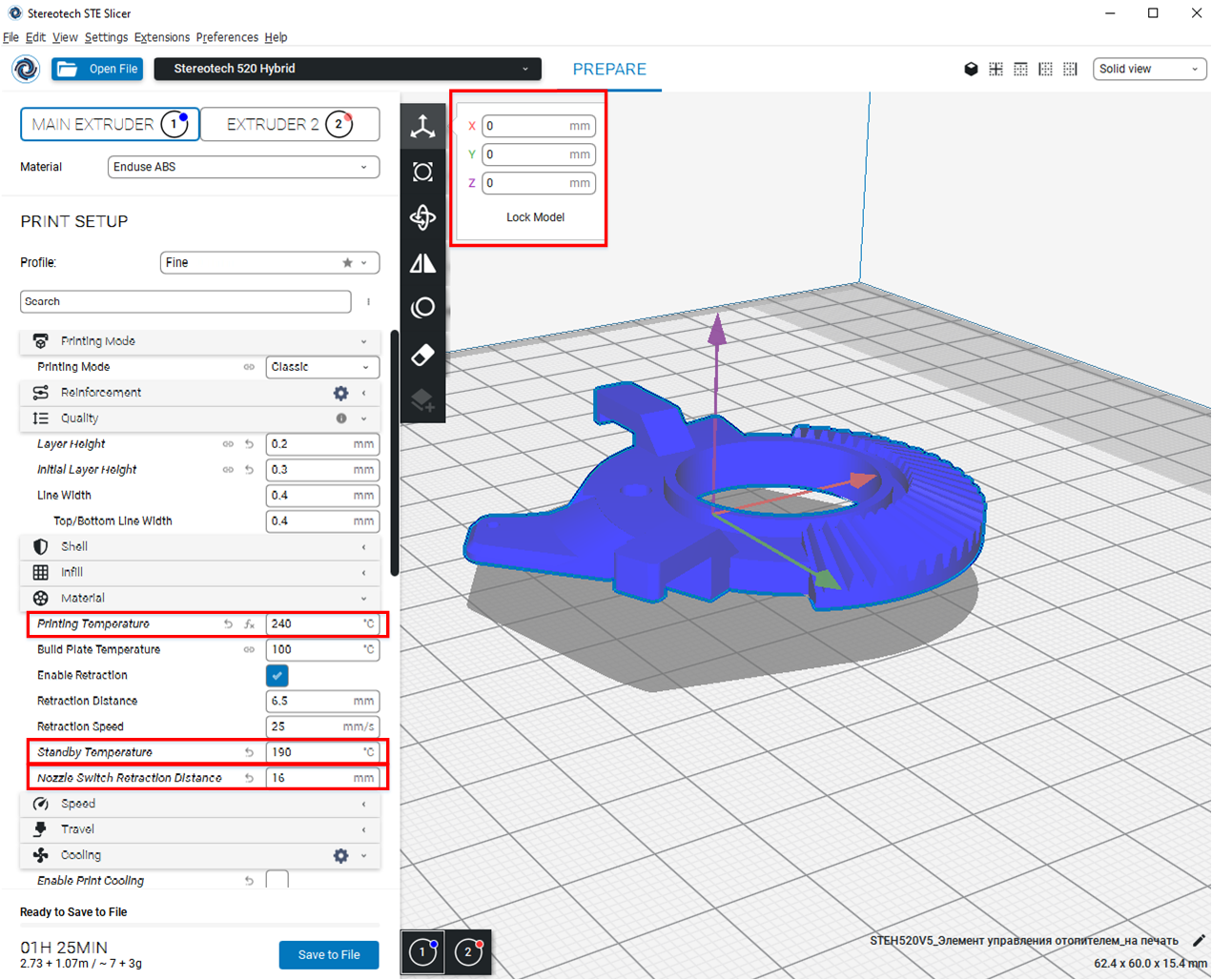
- Подготовим тестовую печать. Открываем STE Slicer. Задаём настройки печати для каждого экструдера, как на рисунке. Вкладка Quality общая для двух экструдеров. Важные параметры для двухэкструдерной печати,которые необходимо добавить – Standby Temperature и Nozzle Switch Retraction distance. Обдув для каждого экструдера выставляем на 100% (для PLA).
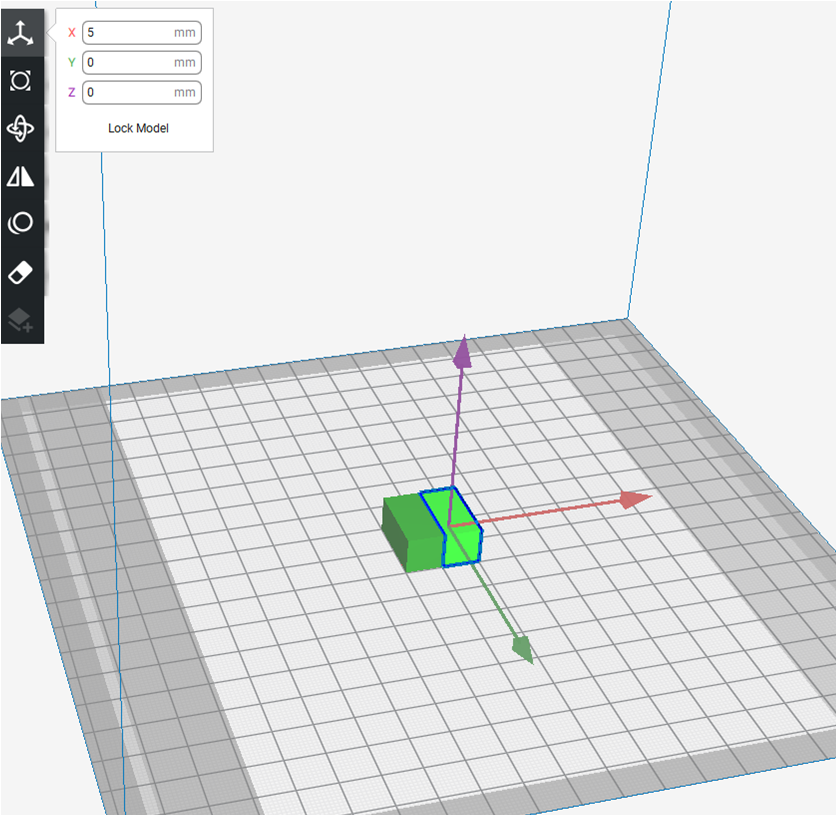
- В качестве тестовой модели для печати добавляем 2 бруска 10x20x10 мм и ставим их вплотную.
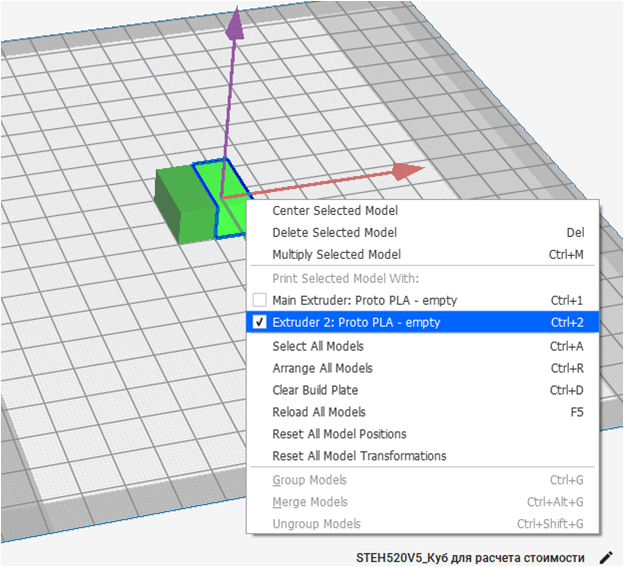
- Кликаем ПКМ по правому бруску, назначаем для него Extruder 2. Обратите внимание на изменение цвета модели: брусок для активного экструдера подсвечен, для второго экструдера - затемнён. Если назначить для экструдеров разные материалы, они будут помечены каждый своим цветом.
- Печатаем деталь с данными настройками. Результат должен быть таким, как на картинке ниже: два бруска из PLA-пластика одного и другого цвета надёжно скреплены и образуют единую модель.

- Если второй брусок относительно первого смещён, необходимо измерить величину этого смещения и с обратным знаком сложить с текущим смещением в окне Machine Settings во вкладке Extruder 2. То есть если смещение положительное – вдоль оси – его отнимаем, и наоборот. Далее необходимо нарезать деталь с новыми настройками смещения и перепечатать.
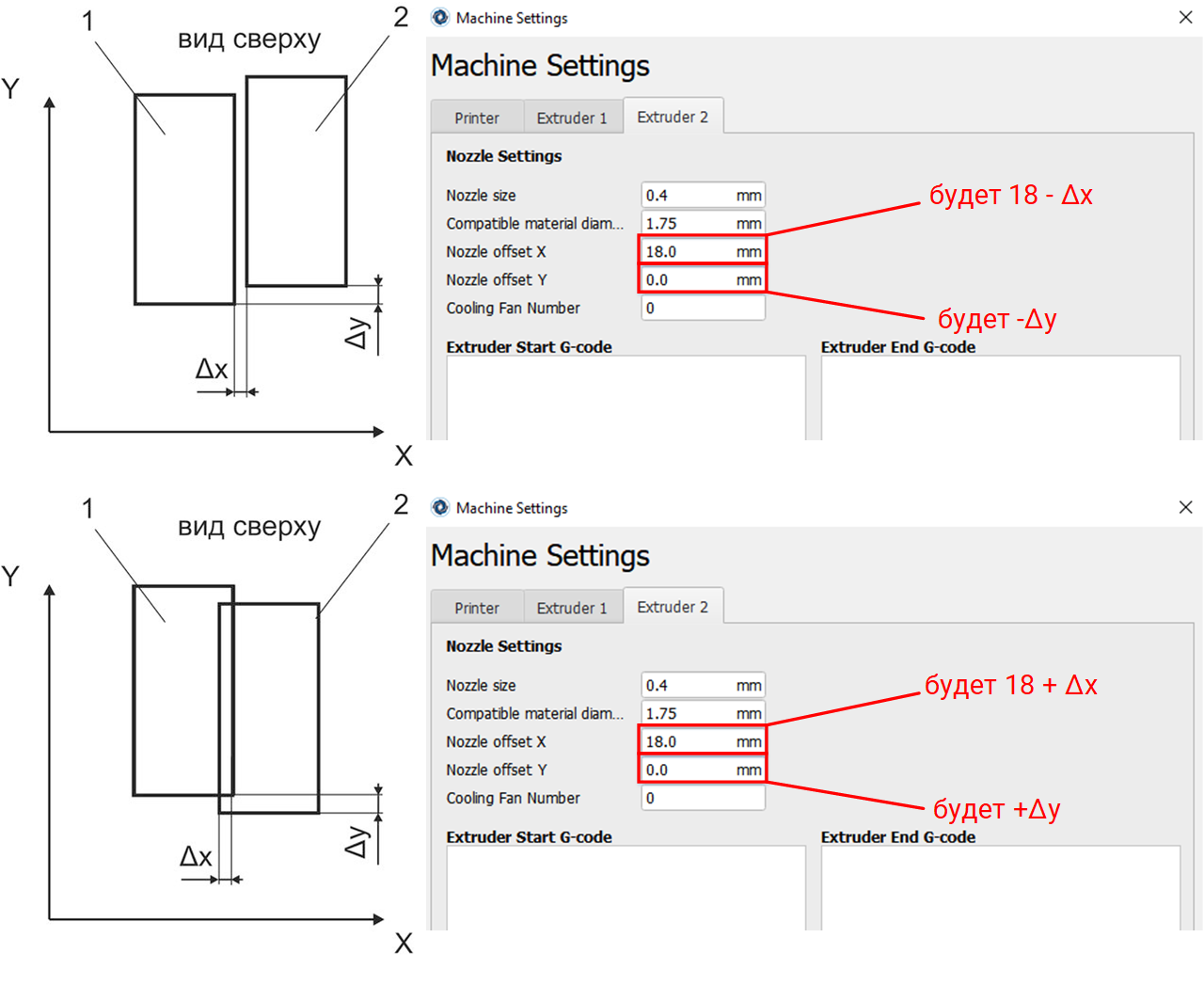
Как правило, 1-2 итераций достаточно для правильной калибровки смещения сопел.
Совет:
после изменения величины смещения в окне Machine Settings необходимо его закрыть, а затем снова открыть, чтобы убедиться, сохранились ли новые значения.
¶ Настройка печати ABS с поддержками SBS
Перед печатью обязательно следует провести калибровку, как это описано в инструкции выше!
- В STE Slicer загружаем деталь. Первый экструдер настроим под основной материал – ABS. Printing Temperature 240, Standby Temperature 190 (важно, чтобы разница была не более 50 градусов). Также стоит проверить настройку Nozzle Switch Retraction Distance (16 мм). Обдув для ABS-пластика отключаем.
- Далее настроим поддержки. Делается это также во вкладке первого экструдера. Главное – назначить Support Extruder как Extruder 2.

-
Второй экструдер аналогично настраиваем под материал поддержек - SBS. Главное установить Material/Standby Temperature. Остальные настройки печати по обоим экструдерам опциональны.
-
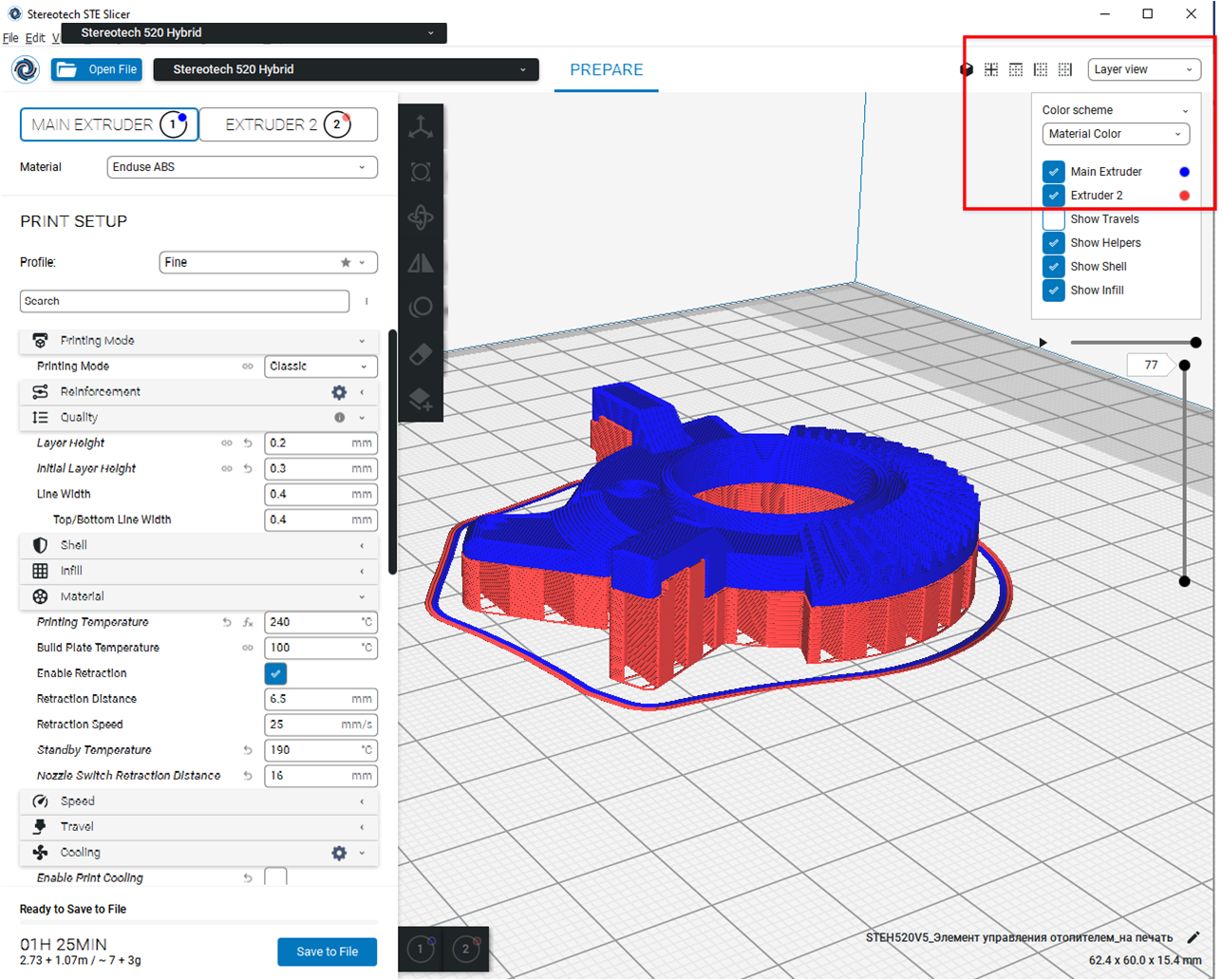
Нарезаем, визуализируем как Material Color. Видно, что поддержки печатаются вторым экструдером. Кайма перед началом печати также будет выведена в несколько линий каждым экструдером, чтобы продавить начальный объём материала и подготовить экструдер к работе.
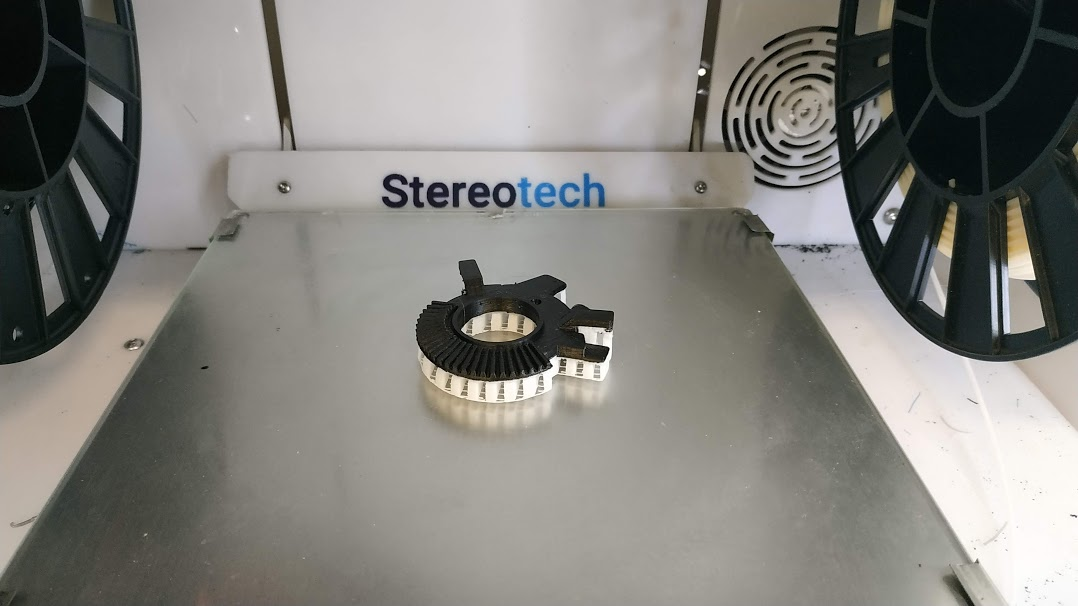
- После печати деталь выглядит так:
- Также можно настроить печать поддержек основным материалом (ABS), а из дополнительного (SBS) печатать только Support Interface. Настройки и визуализация ниже.
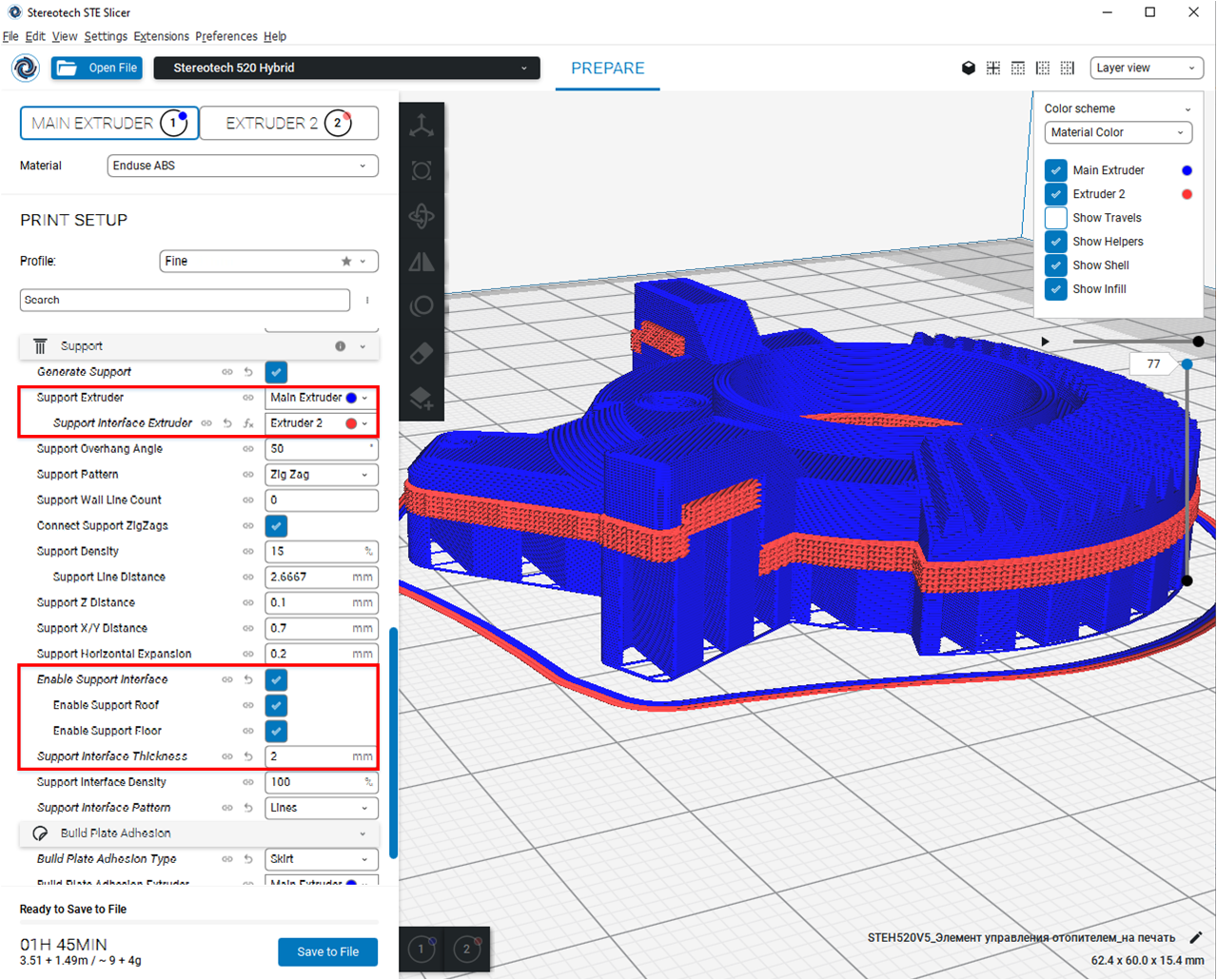
Такой приём рационально использовать для экономии вспомогательного материала, который значительно дороже основного (например, если Proto PVA используется как поддержка для Proto PLA или Enduse PA).